
Lasersweismasjien Sweisparameters Gedetailleerde Beskrywing
Lasersweiswerk is 'n presiese en doeltreffende metode om materiale, veral metale, te verbind.
Dit is noodsaaklik om die sweisparameters te verstaan om optimale resultate te behaal.
Hierdie artikel beskryf die noodsaaklike beginsels en parameters wat die doeltreffendheid van lasersweiswerk beïnvloed, insluitend die dikte van die materiaal, draaddiameter, kraginstellings en meer.
Sleutelbeginsels van lasersweising
1. Materiaaldikte en draaddiameter:
o Wanneer dikker materiale gesweis word, is dit noodsaaklik om 'n dikker sweisdraad en 'n hoër kraginstelling te gebruik.
Omgekeerd, vir dunner materiale, is 'n fyner sweisdraad en laer krag geskik.
o Byvoorbeeld, as die materiaaldikte toeneem, moet die draaddeursnee ook proporsioneel toeneem, en die krag moet aangepas word om hoër te wees terwyl die draadtoevoerspoed verminder word.
Dit verseker dat genoeg energie die materiaal binnedring vir 'n soliede sweislas.
2. Kraginstellings en Lasvoorkoms:
o Die kraginstelling beïnvloed direk die voorkoms van die sweislas.
Laer krag is geneig om 'n witter sweisoppervlak te produseer, terwyl hoër krag 'n donkerder, meer gekleurde sweisnaat tot gevolg het.
Soos die krag toeneem, kan die las ook van 'n veelkleurige voorkoms na 'n oorwegend swart kleur oorgaan, wat aandui dat die las van 'n enkele kant af vorm.
o Hierdie eienskap is van kritieke belang om die kwaliteit van die sweislas te bepaal en te verseker dat dit aan die verlangde standaarde voldoen.
3. Draaddiameterkeuse:
o Dit is van kritieke belang om die gepaste draaddiameter te kies.
Die deursnee van die sweisdraad moet nie die dikte van die materiaal oorskry nie, en dit moet ideaal gesproke dikker as die basismateriaal wees.
Hierdie keuse beïnvloed die volheid van die laskraal aansienlik.
'n Dikker draad kan bydra tot 'n meer robuuste sweislas, terwyl 'n draad wat te dun is, kan lei tot onvoldoende smelting en 'n swakker las.
4. Sweisdraaddiameter en skanderingswydte:
Die deursnee van die sweisdraad beïnvloed ook die skanderingswydte van die laserstraal.
'n Fyner draad sal 'n nouer skanderingswydte noodsaak, wat voordelig kan wees vir presisie-sweistoepassings waar fyn besonderhede benodig word.
o Hierdie verhouding maak voorsiening vir beter beheer van die hitte-invoer en verseker dat die sweislas op die verlangde area gefokus is, wat potensiële skade aan omliggende materiaal tot die minimum beperk.
Wil jy meer besonderhede weet?
Oor lasersweiswerk?
Eksterne faktore wat sweisparameters beïnvloed
Dit is belangrik om daarop te let dat verskeie eksterne faktore, soos beskermingsgas en omgewingstoestande, die sweisproses aansienlik kan beïnvloed.
Daarom is dit raadsaam om die sweisparameters aan te pas op grond van intydse toestande.
• Beskermingsgas: Die tipe en vloeitempo van beskermingsgas kan die sweiskwaliteit en -voorkoms beïnvloed.
Behoorlike gasbedekking kan oksidasie voorkom en die algehele afwerking verbeter.
• Omgewingstoestande: Faktore soos temperatuur, humiditeit en lugvloei kan die werkverrigting van die lasersweismasjien en die eienskappe van die sweislas beïnvloed.
Enige ander inligting oor lasersweismasjiene?
Lasersweising van koolstofstaal
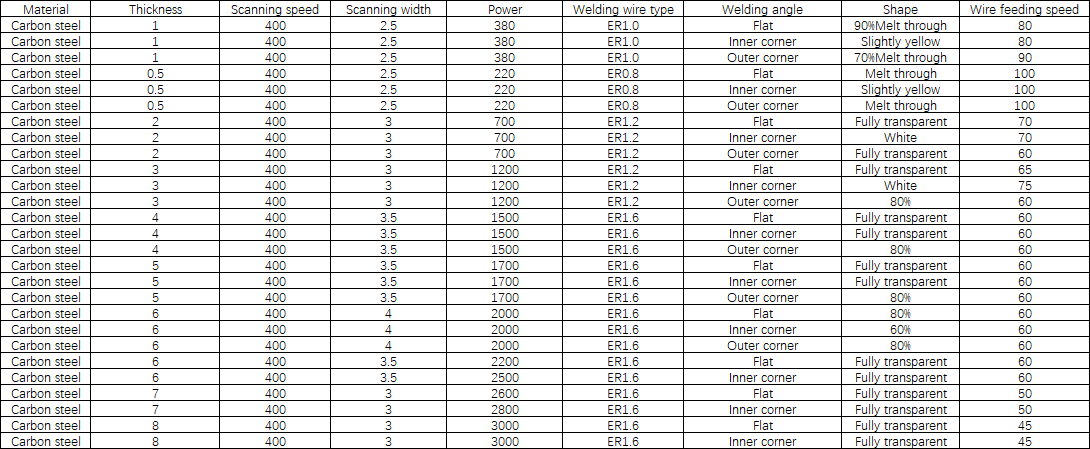
Let wel: As gevolg van die invloed van die sinklaag van die gegalvaniseerde plaat, kan die krag van die gegalvaniseerde plaat gepas verlaag word.
Handmatige lasersweiswerk vlekvrye staal
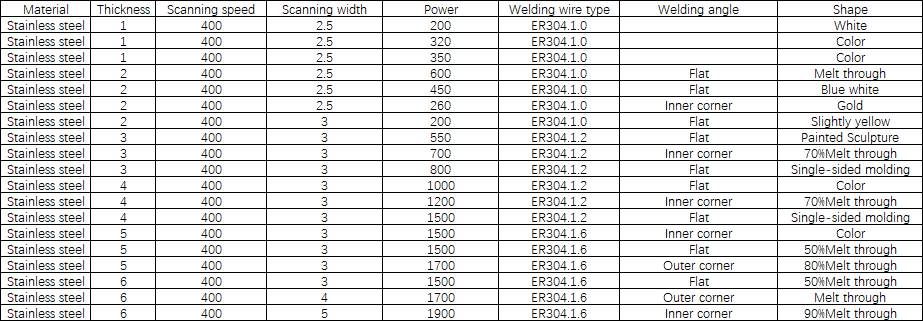
Notas: 3000W vlekvrye staal kragverwysing koolstofstaal
Weet jy nie hoe om 'n lasermasjien te kies nie?
Ons Kan Help!
Van boeiende video's tot insiggewende artikels
Hoe om 'n handlasersweismasjien te gebruik | Beginnershandleiding



Plasingstyd: 6 Januarie 2025