
Падрабязнае апісанне параметраў зваркі лазернай зварачнай машыны
Лазерная зварка — гэта дакладны і эфектыўны метад злучэння матэрыялаў, асабліва металаў.
Разуменне параметраў зваркі мае вырашальнае значэнне для дасягнення аптымальных вынікаў.
У гэтым артыкуле выкладзены асноўныя прынцыпы і параметры, якія ўплываюць на эфектыўнасць лазернай зваркі, у тым ліку таўшчыня матэрыялу, дыяметр дроту, налады магутнасці і іншае.
Асноўныя прынцыпы лазернай зваркі
1. Таўшчыня матэрыялу і дыяметр дроту:
o Пры зварцы больш тоўстых матэрыялаў неабходна выкарыстоўваць больш тоўсты зварачны дрот і больш высокую магутнасць.
І наадварот, для больш тонкіх матэрыялаў падыходзіць больш тонкі зварачны дрот і меншая магутнасць.
Напрыклад, калі таўшчыня матэрыялу павялічваецца, дыяметр дроту таксама павінен прапарцыйна павялічвацца, і магутнасць павінна быць адрэгулявана, каб павялічыць, адначасова зніжаючы хуткасць падачы дроту.
Гэта гарантуе, што ў матэрыял будзе пранікаць дастаткова энергіі для атрымання трывалага зварнога шва.
2. Налады магутнасці і выгляд зваркі:
o Налада магутнасці непасрэдна ўплывае на знешні выгляд зварнога шва.
Ніжняя магутнасць, як правіла, дае больш белую паверхню зварнога шва, а больш высокая магутнасць прыводзіць да больш цёмнага і каляровага зварнога шва.
Па меры павелічэння магутнасці зварка можа таксама пераходзіць з шматколернага выгляду ў пераважна чорны колер, што сведчыць аб тым, што зварка фарміруецца з аднаго боку.
Гэтая характарыстыка мае вырашальнае значэнне для ацэнкі якасці зварнога шва і забеспячэння яго адпаведнасці патрэбным стандартам.
3. Выбар дыяметра дроту:
o Выбар адпаведнага дыяметра дроту мае вырашальнае значэнне.
Дыяметр зварачнага дроту не павінен перавышаць таўшчыню матэрыялу, і ў ідэале ён павінен быць зрушаны ў бок, каб быць таўсцейшым за асноўны матэрыял.
Гэты выбар істотна ўплывае на паўнату зварнога шва.
o Больш тоўсты дрот можа спрыяць больш трываламу зварному шву, а занадта тонкі дрот можа прывесці да недастатковага сплаўлення і больш слабога злучэння.
4. Дыяметр зварачнага дроту і шырыня сканавання:
Дыяметр зварачнага дроту таксама ўплывае на шырыню сканавання лазернага прамяня.
Больш тонкі дрот запатрабуе меншай шырыні сканавання, што можа быць перавагай для дакладнай зваркі, дзе патрабуюцца дробныя дэталі.
Гэта дазваляе лепш кантраляваць падвод цяпла і гарантуе, што зварка сканцэнтравана на патрэбнай вобласці, мінімізуючы патэнцыйнае пашкоджанне навакольнага матэрыялу.
Хочаце даведацца больш падрабязнасцей
Пра лазерную зварку?
Знешнія фактары, якія ўплываюць на параметры зваркі
Важна адзначыць, што розныя знешнія фактары, такія як ахоўны газ і ўмовы навакольнага асяроддзя, могуць істотна паўплываць на працэс зваркі.
Таму пажадана карэктаваць параметры зваркі ў залежнасці ад рэальных умоў.
• Ахоўны газ: Тып і хуткасць патоку ахоўнага газу могуць паўплываць на якасць і знешні выгляд зварнога шва.
Правільнае пакрыццё газам можа прадухіліць акісленне і палепшыць агульны выгляд.
• Умовы навакольнага асяроддзя: такія фактары, як тэмпература, вільготнасць і паток паветра, могуць паўплываць на прадукцыйнасць лазернага зварачнага апарата і ўласцівасці зварнога шва.
Ці ёсць яшчэ якая-небудзь інфармацыя пра лазерны зварачны апарат?
Лазерная зварка вугляродзістай сталі
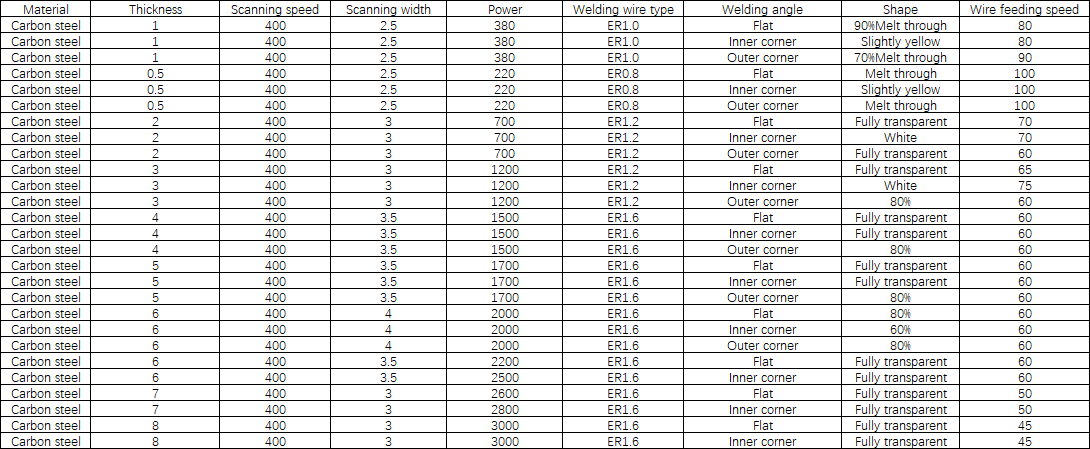
Заўвага: З-за ўплыву цынкавага пласта ацынкаванага ліста, трываласць ацынкаванага ліста можа быць адпаведна зніжана
Ручная лазерная зварка нержавеючай сталі
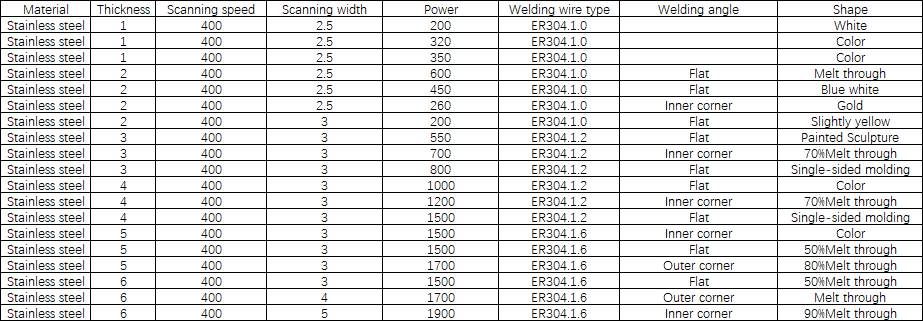
Заўвагі: магутнасць 3000 Вт з нержавеючай сталі, эталон вугляродзістай сталі
Не ведаеце, як выбраць лазерны станок?
Мы можам дапамагчы!
Ад займальных відэа да інфарматыўных артыкулаў
Як карыстацца ручным лазерным зварачным апаратам | Падручнік для пачаткоўцаў



Час публікацыі: 06 студзеня 2025 г.