
Какво е лазерно заваряване?
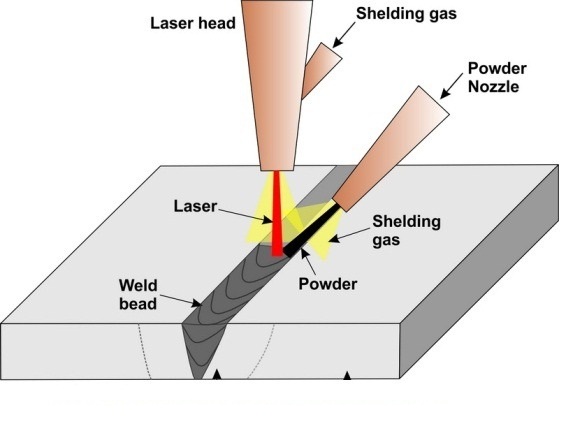
Използването на лазерна заваръчна машина за заваряване на метален детайл, детайлът абсорбира лазера бързо след топене и газификация, разтопеният метал под действието на налягане на парата, образувайки малък отвор, така че лазерният лъч може да бъде изложен директно на дъното на отвора, така че отворът да продължи да се разширява, докато налягането на парата вътре в отвора и повърхностното напрежение и гравитацията на течния метал не се уравновесят.
Този режим на заваряване има голяма дълбочина на проникване и голямо съотношение дълбочина-ширина. Когато отворът следва лазерния лъч по посока на заваряване, разтопеният метал пред лазерната заваръчна машина заобикаля отвора и тече назад, а заварката се образува след втвърдяване.
Ръководство за работа с лазерно заваряване
▶ Подготовка преди стартиране на лазерния заваръчен апарат
1. Проверете лазерното захранване и електрическия източник на лазерната заваръчна машина
2. Проверете дали постоянният индустриален охладител за вода работи нормално
3. Проверете дали спомагателната газова тръба вътре в заваръчната машина е нормална
4. Проверете повърхността на машината за прах, петънца, масло и др.
▶ Стартиране на лазерния заваръчен апарат
1. Включете захранването и главния прекъсвач на захранването
2. Включете постоянния индустриален охладител за вода и генератора на фибърен лазер
3. Отворете аргоновия вентил и регулирайте потока на газа до подходящото ниво на потока.
4. Изберете параметрите, запазени в операционната система
5. Извършете лазерно заваряване
▶ Изключване на лазерния заваръчен апарат
1. Излезте от операционната програма и изключете лазерния генератор
2. Изключете последователно охладителя на водата, абсорбатора на дим и другото спомагателно оборудване.
3. Затворете вратата на клапана на аргоновия цилиндър
4. Изключете главния прекъсвач на захранването
Внимание за лазерния заваръчен апарат

Ръчна лазерна заваръчна операция
1. По време на работа на лазерна заваръчна машина, например при аварийна ситуация (теч на вода, необичаен звук и др.), е необходимо незабавно да натиснете аварийния стоп и бързо да изключите захранването.
2. Външният прекъсвач за циркулираща вода на лазерното заваряване трябва да бъде отворен преди работа.
3. Тъй като лазерната система е с водно охлаждане, а захранването на лазера е с въздушно охлаждане, ако охладителната система се повреди, е строго забранено започването на работа.
4. Не разглобявайте никакви части на машината, не заварявайте, когато предпазната врата на машината е отворена, и не гледайте директно в лазера и не отразявайте лазера, когато лазерът работи, за да не навредите на очите си.
5. Запалими и експлозивни материали не трябва да се поставят върху лазерния път или на мястото, където лазерният лъч може да бъде осветен, за да не се предизвика пожар и експлозия.
6. По време на работа веригата е под високо напрежение и силен ток. Забранено е докосването на компонентите на веригата в машината по време на работа.
Често задавани въпроси
Правилната подготовка осигурява безопасно и гладко лазерно заваряване. Ето какво трябва да проверите:
Захранване и охлаждане:Проверете захранването на лазера, електрическите връзки и водния охладител (охлаждащата течност трябва да тече).
Газ и въздушен поток:Проверете тръбите за аргонов газ за запушвания; настройте потока на препоръчителните нива.
Чистота на машината:Избършете праха/маслото от машината – отломките рискуват дефекти или прегряване.
Не — охладителните системи са от решаващо значение за безопасността и производителността на лазерния заваръчен апарат.
Риск от прегряване:Лазерите генерират екстремна топлина; охлаждащите системи (вода/газ) предотвратяват прегарянето.
Системни зависимости:Захранванията за лазери разчитат на охлаждане – повреди водят до спиране или повреда.
Безопасността е на първо място:Дори „бързите заварки“ се нуждаят от охлаждане – игнорирането му анулира гаранции и рискува инциденти.
Аргоновият газ предпазва заваръчните шевове от замърсяване, осигурявайки качество.
Ефект на екраниране:Аргонът измества кислорода, предотвратявайки ръждясването на заваръчните шевове или развитието на порести ръбове.
Стабилност на дъгата:Газовият поток стабилизира лазерния лъч, намалявайки пръските и неравномерните стопилки.
Съвместимост на материалите:От съществено значение за метали (напр. неръждаема стомана, алуминий), склонни към окисляване.
Научете повече за структурата и принципа на ръчния лазерен заваръчен апарат
Време на публикуване: 11 август 2022 г.