
Descrizione dettagliata di i parametri di saldatura di a macchina di saldatura laser
A saldatura laser hè un metudu precisu è efficiente per unisce materiali, in particulare metalli.
Capisce i parametri di saldatura hè cruciale per ottene risultati ottimali.
Questu articulu descrive i principii è i parametri essenziali chì influenzanu l'efficacità di a saldatura laser, cumpresi u spessore di u materiale, u diametru di u filu, i paràmetri di putenza è assai di più.
Principii chjave di a saldatura laser
1. Spessore di u materiale è diametru di u filu:
Quandu si saldanu materiali più spessi, hè essenziale aduprà un filu di saldatura più grossu è un paràmetru di putenza più altu.
À u cuntrariu, per i materiali più fini, un filu di saldatura più fine è una putenza più bassa sò adatti.
Per esempiu, se u spessore di u materiale aumenta, u diametru di u filu deve ancu aumentà proporzionalmente, è a putenza deve esse aghjustata per esse più alta mentre si riduce a velocità di alimentazione di u filu.
Questu assicura chì abbastanza energia penetri in u materiale per una saldatura solida.
2. Impostazioni di putenza è aspettu di saldatura:
U paràmetru di putenza influenza direttamente l'aspettu di a saldatura.
Una putenza più bassa tende à pruduce una superficia di saldatura più bianca, mentre chì una putenza più alta dà una saldatura più scura è più culurata.
À misura chì a putenza aumenta, a saldatura pò ancu passà da un aspettu multicolore à un culore predominantemente neru, ciò chì indica chì a saldatura si forma da un solu latu.
Questa caratteristica hè cruciale per valutà a qualità di a saldatura è assicurà chì risponde à i standard desiderati.
3. Selezzione di u diametru di u filu:
A scelta di u diametru di u filu adattatu hè cruciale.
U diametru di u filu di saldatura ùn deve micca superà u spessore di u materiale, è idealmente deve esse più spessore di u materiale di basa.
Questa selezzione influenza significativamente a pienezza di u cordone di saldatura.
Un filu più grossu pò cuntribuisce à una saldatura più robusta, mentre chì un filu troppu finu pò purtà à una fusione insufficiente è à una giunzione più debule.
4. Diametru di u filu di saldatura è larghezza di scansione:
U diametru di u filu di saldatura influenza ancu a larghezza di scansione di u raghju laser.
Un filu più fine richiederà una larghezza di scansione più stretta, chì pò esse vantaghjosa per l'applicazioni di saldatura di precisione induve sò richiesti dettagli fini.
Questa relazione permette un megliu cuntrollu di l'apportu di calore è assicura chì a saldatura sia focalizzata nantu à a zona desiderata, minimizendu i danni potenziali à u materiale circundante.
Vulete sapè più dettagli
À propositu di a saldatura laser?
Fattori esterni chì influenzanu i parametri di saldatura
Hè impurtante nutà chì diversi fattori esterni, cum'è u gasu di prutezzione è e cundizioni ambientali, ponu influenzà significativamente u prucessu di saldatura.
Dunque, hè cunsigliatu di adattà i parametri di saldatura in basa à e cundizioni in tempu reale.
• Gasu di prutezzione: U tipu è a velocità di flussu di gasu di prutezzione ponu influenzà a qualità è l'aspettu di a saldatura.
Una cupertura di gas adatta pò impedisce l'ossidazione è migliurà a finitura generale.
• Cundizioni ambientali: Fattori cum'è a temperatura, l'umidità è u flussu d'aria ponu influenzà e prestazioni di a macchina di saldatura laser è e proprietà di a saldatura.
Qualche altra infurmazione nantu à a saldatrice laser?
Saldatura laser in acciaio al carboniu
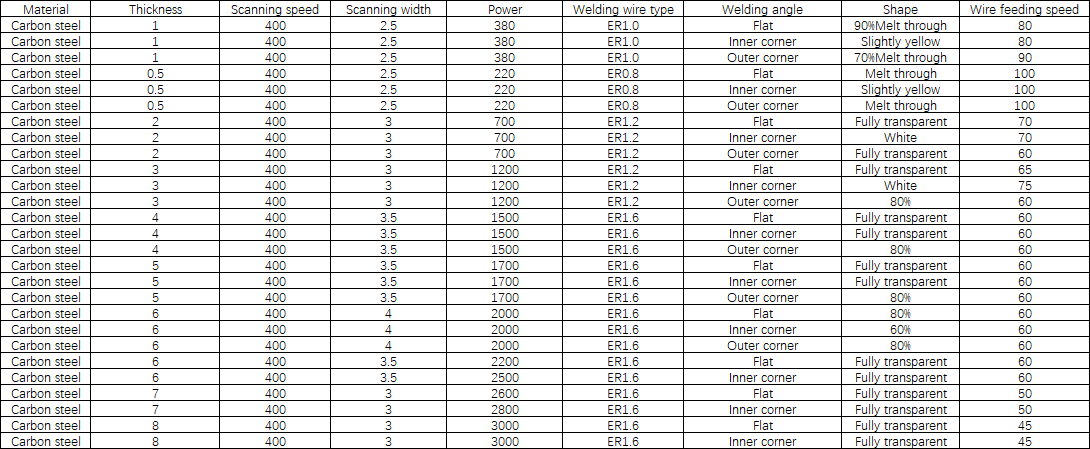
Nota: A causa di l'influenza di u stratu di zincu di a lamiera galvanizzata, a putenza di a lamiera galvanizzata pò esse ridutta in modu apprupriatu.
Saldatura laser manuale in acciaio inox
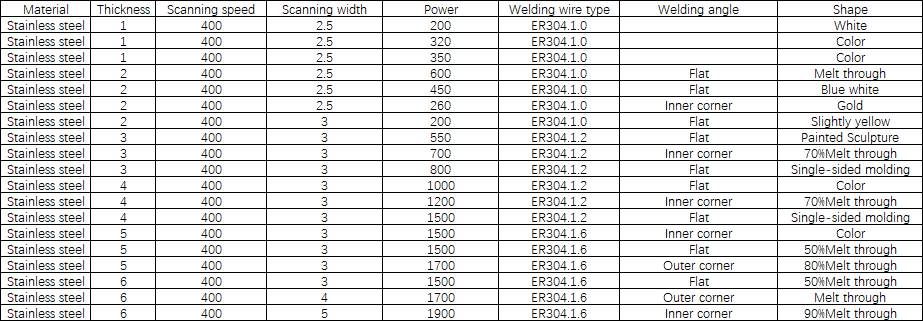
Note: 3000W putenza in acciaio inox riferimentu acciaio à u carbone
Ùn sapete micca cumu sceglie a macchina laser?
Pudemu aiutà!
Da video interessanti à articuli informativi
Cumu aduprà a saldatrice laser portatile | Tutoriale per principianti



Data di publicazione: 6 di ghjennaghju di u 2025