
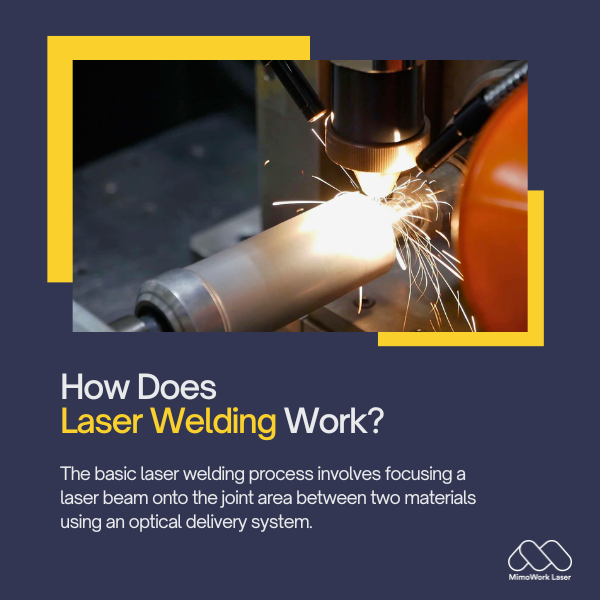
Den grundlæggende lasersvejseproces involverer at fokusere en laserstråle på samlingsområdet mellem to materialer ved hjælp af et optisk leveringssystem. Når strålen berører materialerne, overfører den sin energi, hvorved et lille område hurtigt opvarmes og smeltes.
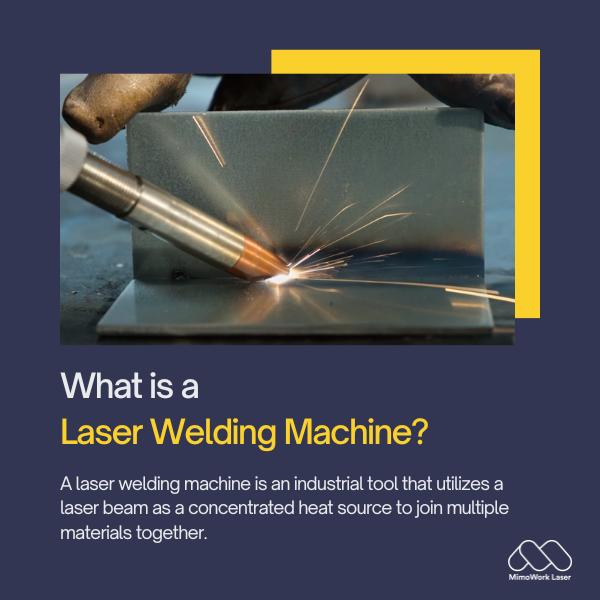
1. Hvad er en lasersvejsemaskine?
En lasersvejsemaskine er et industrielt værktøj, der bruger en laserstråle som en koncentreret varmekilde til at sammenføje flere materialer.
Nogle vigtige egenskaber ved lasersvejsemaskiner inkluderer:
1. Laserkilde:De fleste moderne lasersvejsere bruger solid-state laserdioder, der producerer en højtydende laserstråle i det infrarøde spektrum. Almindelige laserkilder omfatter CO2-, fiber- og diodelasere.
2. Optik:Laserstrålen bevæger sig gennem en række optiske komponenter som spejle, linser og dyser, der fokuserer og retter strålen præcist mod svejseområdet. Teleskoparme eller portaler positionerer strålen.
3. Automatisering:Mange lasersvejsere har integreret computernumerisk styring (CNC) og robotteknologi til at automatisere komplekse svejsemønstre og -processer. Programmerbare svejsebaner og feedbacksensorer sikrer nøjagtighed.
4. Procesovervågning:Integrerede kameraer, spektrometre og andre sensorer overvåger svejseprocessen i realtid. Eventuelle problemer med strålejustering, penetration eller kvalitet kan hurtigt opdages og løses.
5. Sikkerhedslåse:Beskyttende huse, døre og nødstopknapper beskytter operatørerne mod den kraftige laserstråle. Låsemekanismer lukker laseren ned, hvis sikkerhedsprotokollerne brydes.
Så kort sagt er en lasersvejsemaskine et computerstyret, industrielt præcisionsværktøj, der bruger en fokuseret laserstråle til automatiserede, gentagelige svejseopgaver.
2. Hvordan fungerer lasersvejsning?
Nogle nøglefaser i lasersvejseprocessen omfatter:
1. Generering af laserstråler:En faststoflaserdiode eller anden kilde producerer en infrarød stråle.
2. Strålelevering: Spejle, linser og en dyse fokuserer strålen præcist på et tæt sted på emnet.
3. Materialeopvarmning:Strålen opvarmer materialet hurtigt med en densitet på omkring 106 W/cm2.
4. Smeltning og sammenføjning:En lille smeltepøl dannes, hvor materialerne smelter sammen. Når pølen størkner, dannes en svejseforbindelse.
5. Afkøling og gendannelse: Svejseområdet afkøles med høje hastigheder over 104 °C/sekund, hvilket skaber en finkornet, hærdet mikrostruktur.
6. Progression:Strålen bevæger sig, eller delene omplaceres, og processen gentages for at fuldføre svejsesømmen. Inert beskyttelsesgas kan også anvendes.
Så kort sagt bruger lasersvejsning en intenst fokuseret laserstråle og kontrolleret termisk cykling til at producere svejsninger af høj kvalitet med lav varmepåvirkede zonetyper.
Vi gav nyttige oplysninger om lasersvejsemaskiner
Samt skræddersyede løsninger til din virksomhed
3. Er lasersvejsning bedre end MIG?
Sammenlignet med traditionelle MIG-svejseprocesser (metaleinertgas)...
Lasersvejsning tilbyder flere fordele:
1. Præcision: Laserstråler kan fokuseres til et lille punkt på 0,1-1 mm, hvilket muliggør meget præcise og gentagelige svejsninger. Dette er ideelt til små dele med høj tolerance.
2. Hastighed:Svejsehastighederne for laseren er meget hurtigere end for MIG, især ved tyndere svejsetykkelser. Dette forbedrer produktiviteten og reducerer cyklustiderne.

3. Kvalitet:Den koncentrerede varmekilde producerer minimal forvrængning og smaller varmepåvirkede zoner. Dette resulterer i stærke svejsninger af høj kvalitet.
4. Automatisering:Lasersvejsning kan nemt automatiseres ved hjælp af robotteknologi og CNC. Dette muliggør komplekse mønstre og forbedret ensartethed sammenlignet med manuel MIG-svejsning.
5. Materialer:Lasere kan forbinde mange materialekombinationer, herunder svejsninger af flere materialer og forskellige metaltyper.
MIG-svejsning har dognogle fordeleover laser i andre anvendelser:
1. Omkostninger:MIG-udstyr har en lavere initial investeringsomkostning end lasersystemer.
2. Tykkere materialer:MIG er bedre egnet til svejsning af tykkere stålprofiler over 3 mm, hvor laserabsorption kan være problematisk.
3. Beskyttelsesgas:MIG bruger et inert gasskjold til at beskytte svejseområdet, mens laser ofte bruger en forseglet strålebane.
Så kort sagt foretrækkes lasersvejsning generelt tilpræcision, automatisering og svejsekvalitet.
Men MIG er fortsat konkurrencedygtig i produktionen aftykkere målere på et budget.
Den rigtige proces afhænger af den specifikke svejseapplikation og kravene til delene.
4. Er lasersvejsning bedre end TIG-svejsning?
TIG-svejsning (wolframinert gas) er en manuel, kunstnerisk dygtig proces, der kan give fremragende resultater på tynde materialer.
Lasersvejsning har dog nogle fordele i forhold til TIG:
1. Hastighed:Lasersvejsning er betydeligt hurtigere end TIG til produktionsapplikationer på grund af dens automatiserede præcision. Dette forbedrer gennemløbshastigheden.
2. Præcision:Den fokuserede laserstråle muliggør positioneringsnøjagtighed inden for hundrededele af en millimeter. Dette kan ikke matches af en menneskehånd med TIG.

3. Kontrol:Procesvariabler som varmetilførsel og svejsegeometri styres nøje med en laser, hvilket sikrer ensartede resultater batch efter batch.
4. Materialer:TIG er bedst til tyndere ledende materialer, mens lasersvejsning åbner op for en bredere vifte af kombinationer af flere materialer.
5. Automatisering: Robotbaserede lasersystemer muliggør fuldstændig automatiseret svejsning uden træthed, hvorimod TIG generelt kræver en operatørs fulde opmærksomhed og ekspertise.
TIG-svejsning har dog en fordel fortyndt præcisionsarbejde eller legeringssvejsninghvor varmetilførslen skal moduleres omhyggeligt. Til disse anvendelser er en dygtig teknikers dygtighed værdifuld.
5. Hvad er ulempen ved lasersvejsning?
Som med enhver industriel proces har lasersvejsning nogle potentielle ulemper, man skal overveje:
1. Omkostninger: Selvom de bliver mere overkommelige, kræver højtydende lasersystemer en betydelig kapitalinvestering sammenlignet med andre svejsemetoder.
2. Forbrugsvarer:Gasdyser og optik nedbrydes med tiden og skal udskiftes, hvilket øger ejeromkostningerne.
3. Sikkerhed:Strenge protokoller og lukkede sikkerhedshuse er nødvendige for at forhindre eksponering for den højintensive laserstråle.
4. Træning:Operatører har brug for træning for at arbejde sikkert og korrekt vedligeholde lasersvejseudstyr.

5. Synslinje:Laserstrålen bevæger sig i lige linjer, så komplekse geometrier kan kræve flere stråler eller ompositionering af emnet.
6. Absorptionsevne:Visse materialer som tykt stål eller aluminium kan være vanskelige at svejse, hvis de ikke absorberer laserens specifikke bølgelængde effektivt.
Med de rette forholdsregler, træning og procesoptimering leverer lasersvejsning dog fordele inden for produktivitet, præcision og kvalitet til mange industrielle anvendelser.
6. Kræver lasersvejsning gas?
I modsætning til gasbeskyttede svejseprocesser kræver lasersvejsning ikke brug af en inert beskyttelsesgas, der strømmer hen over svejseområdet. Dette skyldes:
1. Den fokuserede laserstråle bevæger sig gennem luften og skaber et lille, højenergisk svejsebad, der smelter og forbinder materialerne.
2. Den omgivende luft ioniseres ikke som en gasplasmabue og forstyrrer ikke strålens eller svejsedannelsen.
3. Svejsningen størkner så hurtigt på grund af den koncentrerede varme, at den dannes, før der kan dannes oxider på overfladen.

Visse specialiserede lasersvejsningsapplikationer kan dog stadig drage fordel af at bruge en hjælpegas:
1. For reaktive metaller som aluminium beskytter gas det varme smeltebad mod ilt i luften.
2. Ved højtydende laserjob stabiliserer gassen plasmasøjlen, der dannes under dybe penetrationssvejsninger.
3. Gasstråler fjerner dampe og snavs for bedre stråletransmission på snavsede eller malede overflader.
Så kort sagt, selvom det ikke er strengt nødvendigt, kan inert gas give fordele til specifikke udfordrende lasersvejsningsapplikationer eller materialer. Men processen kan ofte fungere godt uden.
Næsten alle metaller kan lasersvejses, inklusivestål, aluminium, titanium, nikkellegeringer og mere.
Selv forskellige metalkombinationer er mulige. Nøglen er, at deskal absorbere laserbølgelængden effektivt.
Lagner så tynde som0,1 mm og op til 25 mm tykkan typisk lasersvejses, afhængigt af den specifikke anvendelse og lasereffekt.
Tykkere sektioner kan kræve flerstrengssvejsning eller speciel optik.
Absolut. Robotiske lasersvejseceller bruges almindeligvis i automatiserede produktionsmiljøer med høj hastighed til applikationer som f.eks. bilproduktion.
Gennemstrømningshastigheder på flere meter i minuttet er opnåelige.
Almindelige lasersvejsningsapplikationer kan findes ibilindustrien, elektronik, medicinsk udstyr, luftfart, værktøj/matrice og fremstilling af små præcisionsdele.
Teknologien erløbende ekspansion til nye sektorer.
Faktorer at overveje omfatter emnets materialer, størrelse/tykkelse, gennemløbsbehov, budget og påkrævet svejsekvalitet.
Velrenommerede leverandører kan hjælpe med at specificere den rigtige lasertype, effekt, optik og automatisering til din specifikke applikation.
Typiske lasersvejsningsteknikker omfatter stumpsvejsning, overlapsvejsning, filetvejsning, piercingsvejsning og beklædningssvejsning.
Nogle innovative metoder som laseradditiv fremstilling er også ved at dukke op til reparations- og prototypeapplikationer.
Ja, lasersvejsning er velegnet til præcisionsreparation af komponenter af høj værdi.
Den koncentrerede varmetilførsel minimerer yderligere skader på basismaterialerne under reparation.
Vil du i gang med en lasersvejsemaskine?
Hvorfor ikke overveje os?

Opslagstidspunkt: 12. feb. 2024