
Lasera Veldado de Aluminio
Por laserveldi aluminion sekure kaj efike, gravas sekvi ĝustajn procedurojn kaj sekurecajn antaŭzorgojn.
Tio inkluzivas detale purigi la aluminian surfacon,
uzante la taŭgan laseran ondolongon kaj potencon,
kaj provizante adekvatan ŝirmgasan kovron.
Kun la ĝustaj teknikoj, mantenebla lasera veldado de aluminio povas esti realigebla kaj avantaĝa kunigmetodo.
Kio estas Mane Tenebla Lasera Veldado?

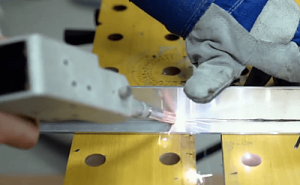
Mane Tenebla Lasera Veldado de Aluminio
Mane tenebla laserveldado estas noviga tekniko, kiu akiris signifan atenton en metalfabrikado en la lastaj jaroj.
Male al konvenciaj veldmetodoj kiel MIG aŭ TIG,
ĉi tiu procezo uzas koncentritan laseran radion por fandi kaj kunigi metalajn komponantojn kun escepta precizeco.
La ĉefaj avantaĝoj de mantenebla lasera veldado inkluzivas rimarkindan rapidecon, superan precizecon kaj uzanto-amikan funkciadon.
Fakte, lasera veldado povas atingi rapidojn ĝis kvar fojojn pli rapidajn ol tradicia MIG- aŭ TIG-veldado,
dum la tre fokusita lasero certigas konsekvencajn, altkvalitajn veldsuturojn.
Dank' al progresoj en fibra lasera teknologio,
ĉi tiuj sistemoj fariĝis pli kostefikaj kaj daŭremaj, akcelante ilian ĝeneraligitan adopton en la metalprilabora sektoro.
Ĉu aluminio povas esti laserveldita?

Lasera Veldado de Aluminio per Aluminia Lasera Veldisto
Jes, aluminio povas esti sukcese laserveldita, inkluzive de porteblaj laserveldaj sistemoj.
Lasera veldado ofertas plurajn avantaĝojn por veldado de aluminio kompare kun aliaj veldmetodoj.
Avantaĝoj por Lasera Veldado de Aluminio
Mallarĝaj Velditaj Juntoj kaj Malgrandaj Varmo-Trafitaj Zonoj:
Tio signife reduktas termikan misprezenton samtempe konservante la strukturan stabilecon de aluminiaj partoj.
Preciza Kontrolo:
Lasera veldado ofertas esceptajn aŭtomatigajn kapablojn, ebligante programeblan precizecon por unuformaj, altkvalitaj veldsuturoj.
Kapablo Veldi Maldikajn Aluminiajn Sekciojn:
Lasera veldado povas efike kunigi aluminion tiel maldikan kiel 0.5 mm sen trabruligi la materialon.
Unikaj Defioj por Lasera Veldado de Aluminio
Alta Reflektiveco
La tre reflekta surfaco de aluminio kaŭzas grandan perdon de lasera energio, kio prezentas defiojn por efika kuplado inter radio kaj materialo. Altnivelaj prilaboraj metodoj estas esencaj por plibonigi la sorbadon de lasera energio.
Tendenco al Poreco kaj Varma Fendado
La rapida varmodisradiado de aluminio kaj la karakterizaĵoj de fandita fluidaĵo ofte rezultas en veldaj neperfektaĵoj kiel gasporoj kaj varmaj fendetoj. Preciza reguligo de procezaj variabloj kaj protekto kontraŭ inerta gaso estas tial esencaj.
Lasera Veldado de Aluminio Povas Esti Malfacila
Ni Povas Provizigi la Ĝustajn Agordojn por Vi
Kiel Sekure Laserveldi Aluminion?
Lasera Veldado Tre Reflekta Aluminio
Lasera veldado de aluminio prezentas plurajn unikajn defiojn, kiujn oni devas trakti por certigi sekuran kaj sukcesan veldadon.
El materia perspektivo,
La alta varmokondukteco de aluminio,
Malalta fandopunkto,
Tendenco formi oksidajn tavolojn
Ĉiuj povas kontribui al veldaj malfacilaĵoj.
Kiel Superi Ĉi Tiujn Defiojn? (Por Aluminia Lasera Veldado)
Administri Varman Enigaĵon:
La alta varmokondukteco de aluminio signifas, ke varmo povas rapide disvastiĝi tra la laborpeco, kaŭzante troan fandadon aŭ deformadon.
Uzu laseran veldmaŝinon kun sufiĉa potenco por penetri la materialon, sed zorge kontrolu la varmoneniron per agordo de parametroj kiel veldrapido kaj lasera potenco.
Forigu Oksidajn Tavolojn
La oksida tavolo, kiu formiĝas sur la surfaco de aluminio, havas multe pli altan fandopunkton ol la baza metalo, kio povas konduki al poreco kaj aliaj difektoj.
Zorge purigu la surfacon antaŭ veldado, ĉu meĥanike ĉu kemie, por certigi bonan veldkvaliton.
Malhelpi Hidrokarbonan Poluadon
Ĉiuj lubrikaĵoj aŭ poluaĵoj sur la aluminia surfaco ankaŭ povas kaŭzi problemojn dum veldado.
Certigu, ke la laborpeco estas tute pura kaj seka antaŭ ol komenci la veldprocezon.
Specialaj Sekurecaj Konsideroj (Por Lasera Veldado de Aluminio)
Lasera Sekureco
La alta reflektiveco de aluminio signifas, ke la lasera radio povas resalti ĉirkaŭ la laborareo, pliigante la riskon de eksponiĝo al okuloj kaj haŭto.
Certigu, ke ekzistas taŭgaj protokoloj pri sekureco rilate al lasero, inkluzive de la uzo de protektaj okulvitroj kaj ŝirmado.
Fuma Ekstraktado
Veldado de aluminio povas produkti danĝerajn vaporojn, inkluzive de tiuj de la vaporiĝo de alojaj elementoj kiel magnezio kaj zinko.
Taŭga ventolado kaj vaporforigo estas esencaj por protekti la veldiston kaj ĉirkaŭan areon.
Fajroprevento
La alta varmoenigo kaj fandita metalo asociita kun laserveldado de aluminio povas prezenti fajroriskon.
Prenu antaŭzorgojn por malhelpi ekbrulon de proksimaj brulemaj materialoj kaj havu taŭgan fajroestingan ekipaĵon ĉe la mano.
Lasera Veldado Aluminio Agordoj

Mane Tenebla Lasera Veldado Aluminia Kadro
Kiam temas pri laserveldado de aluminio, la ĝustaj agordoj povas fari la tutan diferencon.
Ĝeneralaj Agordoj por Lasera Veldado de Aluminio (Nur por Referenco)
Lasera Potenco
La alta reflektiveco de aluminio signifas, ke pli alta lasera potenco estas tipe necesa, variante de 1,5 kW ĝis 3 kW aŭ pli, depende de la materiala dikeco.
Fokusa Punkto
Enfokusigi la laseran radion iomete sub la surfacon de la aluminio (ĉirkaŭ 0.5 mm) povas helpi plibonigi la penetron kaj redukti reflektivecon.
Ŝirma Gaso
Argono estas la plej ofte uzata ŝirma gaso por laserveldado de aluminio, ĉar ĝi helpas malhelpi oksidiĝon kaj porecon en la veldsuturo.
Traba Diametro
Optimumigo de la diametro de la laserradio, tipe inter 0,2 kaj 0,5 mm, povas balanci penetron kaj varmoneniron por la specifa materialdikeco.
Velda Rapido
La veldrapido devas esti ekvilibra por malhelpi kaj mankon de penetro (tro rapida) kaj troan varmoenigon (tro malrapida).
Rekomenditaj rapidecoj tipe varias de 20 ĝis 60 coloj minute.

Aplikoj por Lasera Veldado de Aluminio

Lasera Veldado de Aluminio per Mane Tenebla Lasera Veldisto
Lasera veldado fariĝis populara tekniko por kunigi aluminiajn komponantojn tra diversaj industrioj pro siaj unikaj avantaĝoj.
Aŭtomobila industrio
Aluminiaj laserveldiloj estas vaste uzataj en la aŭtomobila industrio por kunigi aluminiajn panelojn, pordojn kaj aliajn strukturajn partojn.
Ĉi tio helpas redukti la pezon de la veturilo, plibonigi la fuelefikecon, kaj plifortigi la ĝeneralan forton kaj rigidecon de la veturilkaroserio.
Aerospaca industrio
En la aerspaca sektoro, laserveldado estas uzata por kunigi motorklingojn, turbindiskojn, kabinmurojn kaj pordojn faritajn el aluminiaj alojoj.
La preciza kontrolo kaj minimuma varmo-trafita zono de laserveldado certigas la strukturan integrecon kaj daŭripovon de ĉi tiuj kritikaj aviadilkomponantoj.
Elektroniko kaj Komunikado
Lasera veldado estas uzata por veldi aluminiajn komponantojn en elektronikaj aparatoj, kiel ekzemple cirkvitplatoj, sensiloj kaj ekranoj.
La alta precizeco kaj aŭtomatigo de laserveldado ebligas fidindajn kaj koherajn konektojn, kiuj estas esencaj por la funkcieco kaj stabileco de elektronikaj produktoj.
Medicinaj Aparatoj
Aluminia laserveldado estas uzata en la fabrikado de medicinaj aparatoj, inkluzive de kirurgiaj instrumentoj, pingloj, stentoj kaj dentaj aparatoj.
La sterila kaj sendamaĝa naturo de lasera veldado estas esenca por certigi la sekurecon kaj higienon de ĉi tiuj medicinaj produktoj.
Muldila Prilaborado
Lasera veldado estas uzata en la muldil-prilabora industrio por ripari kaj modifi aluminiajn muldilojn,
Kiel ekzemple stampaj muldiloj, injektaj muldiloj kaj forĝaj muldiloj.
La preciza materiala aldono kaj rapidaj riparkapabloj de lasera veldado
Helpu plilongigi la vivdaŭron kaj rendimenton de ĉi tiuj kritikaj fabrikadaj iloj.

Kun kompakta kaj malgranda aspekto, la portebla lasera veldilo estas ekipita per movebla mana lasera veldilo, kiu estas malpeza kaj oportuna por plurlaseraj veldadoj ĉe iuj ajn anguloj kaj surfacoj.
Lasera Potenco:1000W - 1500W
Pakaĵa Grandeco (mm):500*980*720
Malvarmiga Metodo:Akva Malvarmigo
Kostefika kaj Portebla

La 3000W fibra lasera veldmaŝino havas alt-potencan energion, kiu ebligas al ĝi laserveldi pli dikajn metalajn platojn je rapida rapideco.
Ekipita per altkapacita akvomalvarmigilo por tuj malvarmigi la temperaturon de la laserveldilo, la altpotenca fibra laserveldilo povas bone funkcii kaj produkti konstantan altkvalitan veldkvaliton.
Alta Povumopor Industria Konteksto
Pli alta efikecoPor Pli Dika Materialo
Industria Akvo-Malvarmigadopor Elstara Efikeco



