
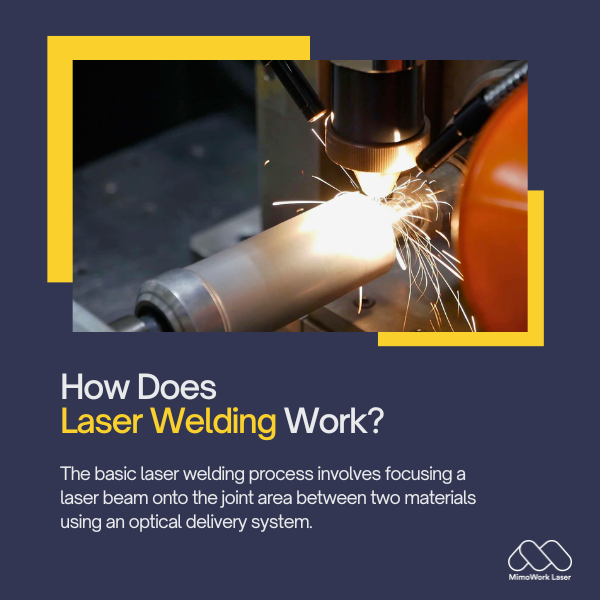
La baza lasera velda procezo implikas fokusigi laseran radion sur la kunigan areon inter du materialoj uzante optikan liversistemon. Kiam la radio kontaktas la materialojn, ĝi transdonas sian energion, rapide varmigante kaj fandante malgrandan areon.
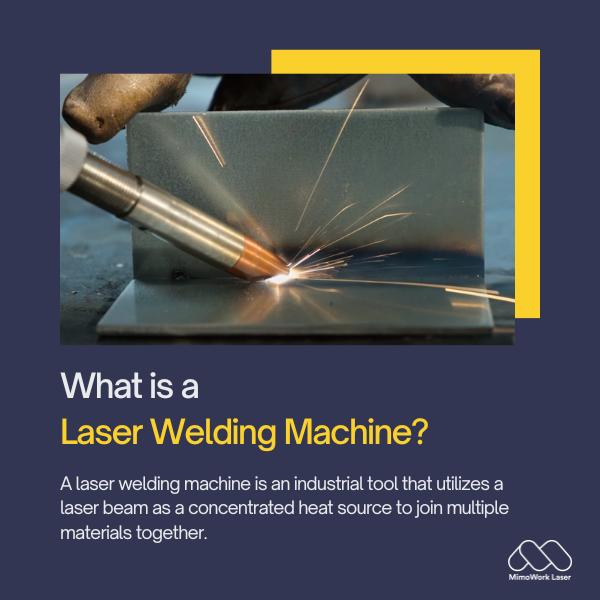
1. Kio estas Lasera Veldmaŝino?
Lasera veldmaŝino estas industria ilo, kiu utiligas laseran radion kiel koncentritan varmofonton por kunigi plurajn materialojn.
Jen kelkaj ŝlosilaj karakterizaĵoj de laseraj veldmaŝinoj:
1. Lasera Fonto:Plej multaj modernaj laserveldmaŝinoj uzas solidstatajn laserdiodojn, kiuj produktas altpotencan laserfaskon en la infraruĝa spektro. Oftaj laserfontoj inkluzivas CO2, fibrajn kaj diodlaserojn.
2. Optiko:La lasera radio vojaĝas tra serio de optikaj komponantoj kiel speguloj, lensoj kaj ajutoj, kiuj enfokusigas kaj direktas la radion al la veldareo kun precizeco. Teleskopaj brakoj aŭ gantrioj poziciigas la radion.
3. Aŭtomatigo:Multaj laserveldmaŝinoj havas komputilan numeran stiradon (CNC) integriĝon kaj robotikon por aŭtomatigi kompleksajn veldajn ŝablonojn kaj procezojn. Programeblaj vojoj kaj retrosciigsensiloj certigas precizecon.
4. Proceza Monitorado:Integraj fotiloj, spektrometroj kaj aliaj sensiloj monitoras la veldprocezon en reala tempo. Ĉiuj problemoj pri la vicigo de la radio, penetrado aŭ kvalito povas esti rapide detektitaj kaj solvitaj.
5. Sekurecaj Interŝlosiloj:Protektaj enfermaĵoj, pordoj kaj butonoj por haltigo de kriz-okazo protektas funkciigistojn kontraŭ la altpotenca lasera radio. Interŝlosiloj malŝaltas la laseron se sekurecaj protokoloj estas malobservitaj.
Do resumante, lasera veldmaŝino estas komputile kontrolata, industria preciza ilo, kiu uzas fokusitan laseran radion por aŭtomatigitaj, ripeteblaj veldaplikoj.
2. Kiel Funkcias Lasera Veldado?
Jen kelkaj ŝlosilaj etapoj en la lasera velda procezo:
1. Generado de Lasera Radio:Solidstata laserdiodo aŭ alia fonto produktas infraruĝan radion.
2. Traba Liverado: Speguloj, lensoj, kaj ajuto precize enfokusigas la faskon al malloza punkto sur la laborpeco.
3. Materiala Hejtado:La trabo rapide varmigas la materialon, kun denseco proksimiĝanta al 10⁶ W/cm².
4. Fandado kaj Kunigado:Malgranda fandlageto formiĝas kie la materialoj kunfandiĝas. Dum la lageto solidiĝas, veldjunto kreiĝas.
5. Malvarmigo kaj Resolidiĝo: La veldareo malvarmiĝas je altaj rapidecoj super 104 °C/sekundo, kreante fajngrajnan, harditan mikrostrukturon.
6. Progreso:La trabo moviĝas aŭ la partoj estas repoziciigitaj kaj la procezo ripetiĝas por kompletigi la veldaĵon. Inerta ŝirmgaso ankaŭ povas esti uzata.
Do resumante, laserveldado uzas intense fokusitan laseran radion kaj kontrolitan termikan cikladon por produkti altkvalitajn, malalte varmo-trafitajn zonajn veldsuturojn.
Ni Provizis Utilajn Informojn pri Laseraj Veldmaŝinoj
Kaj ankaŭ Personecigitaj Solvoj Por Via Komerco
3. Ĉu laserveldado estas pli bona ol MIG?
Kompare kun tradiciaj metalaj inertgasaj (MIG) veldaj procezoj...
Lasera veldado ofertas plurajn avantaĝojn:
1. Precizeco: Laseraj radioj povas esti fokusitaj al eta punkto de 0,1-1 mm, ebligante tre precizajn, ripeteblajn veldsuturojn. Ĉi tio estas ideala por malgrandaj, alt-toleremaj partoj.
2. Rapido:Veldrapidecoj por lasero estas multe pli rapidaj ol por MIG, precipe ĉe pli maldikaj dikaloj. Tio plibonigas produktivecon kaj reduktas ciklotempojn.

3. Kvalito:La koncentrita varmofonto produktas minimuman misprezenton kaj mallarĝajn varmo-trafitajn zonojn. Tio rezultigas fortajn, altkvalitajn veldsuturojn.
4. Aŭtomatigo:Lasera veldado estas facile aŭtomatigita per robotiko kaj CNC. Tio ebligas kompleksajn ŝablonojn kaj plibonigitan konsistencon kompare kun mana MIG-veldado.
5. Materialoj:Laseroj povas kunigi multajn materialajn kombinaĵojn, inkluzive de plurmaterialaj kaj malsimilaj metalaj veldsuturoj.
Tamen, MIG-veldado ja havaskelkaj avantaĝojsuper lasero en aliaj aplikoj:
1. Kosto:MIG-ekipaĵo havas pli malaltan komencan investkoston ol lasersistemoj.
2. Pli dikaj materialoj:MIG estas pli taŭga por veldado de pli dikaj ŝtalsekcioj super 3mm, kie lasera absorbado povas esti problema.
3. Ŝirma gaso:MIG uzas inertan gasŝildon por protekti la veldareon, dum lasero ofte uzas sigelitan radiopadon.
Do resumante, laserveldado estas ĝenerale preferata porprecizeco, aŭtomatigo kaj veldkvalito.
Sed MIG restas konkurenciva por la produktado depli dikaj mezuriloj je buĝeto.
La ĝusta procezo dependas de la specifa veldaplikaĵo kaj la postuloj de la parto.
4. Ĉu lasera veldado estas pli bona ol TIG-veldado?
Volframa inertgasa (TIG) veldado estas mana, artiste lerta procezo, kiu povas produkti bonegajn rezultojn sur maldikaj materialoj.
Tamen, laserveldado havas kelkajn avantaĝojn super TIG:
1. Rapido:Lasera veldado estas signife pli rapida ol TIG por produktadaplikoj pro ĝia aŭtomatigita precizeco. Tio plibonigas la trafluon.
2. Precizeco:La fokusita lasera radio permesas poziciigon precize je centonoj de milimetro. Ĉi tion homa mano ne povas egali per TIG.

3. Kontrolo:Procezaj variabloj kiel varmonenigo kaj veldsuturgeometrio estas strikte kontrolitaj per lasero, certigante koherajn rezultojn aro post aro.
4. Materialoj:TIG estas plej bona por pli maldikaj konduktivaj materialoj, dum laserveldado malfermas pli vastan gamon da plurmaterialaj kombinaĵoj.
5. Aŭtomatigo: Robotaj lasersistemoj ebligas tute aŭtomatan veldadon sen laceco, dum TIG ĝenerale postulas la plenan atenton kaj kompetentecon de funkciigisto.
Tamen, TIG-veldado konservas avantaĝon pormaldikmezurila preciza laboro aŭ alojveldadokie la varmo-enigo devas esti zorge modulita. Por ĉi tiuj aplikoj la tuŝo de sperta teknikisto estas valora.
5. Kio estas la malavantaĝo de lasera veldado?
Kiel ĉe iu ajn industria procezo, laserveldado havas kelkajn eblajn malavantaĝojn por konsideri:
1. Kosto: Kvankam fariĝante pli pageblaj, altpotencaj lasersistemoj postulas signifan kapitalinveston kompare kun aliaj veldmetodoj.
2. Konsumaĵoj:Gasaj ajutoj kaj optiko degradiĝas laŭlonge de la tempo kaj devas esti anstataŭigitaj, aldonante al la posedokosto.
3. Sekureco:Striktaj protokoloj kaj enfermitaj sekurecaj loĝejoj estas necesaj por malhelpi eksponiĝon al la alt-intenseca lasera radio.
4. Trejnado:Funkciigistoj bezonas trejnadon por labori sekure kaj ĝuste prizorgi laseran veldaparaton.

5. Vidlinio:La lasera radio vojaĝas laŭ rektaj linioj, do kompleksaj geometrioj povas postuli plurajn radiojn aŭ repoziciigon de la laborpeco.
6. Absorbokapablo:Certajn materialojn kiel dika ŝtalo aŭ aluminio povas esti malfacile veldeblaj se ili ne efike sorbas la specifan ondolongon de la lasero.
Tamen, kun taŭgaj antaŭzorgoj, trejnado kaj procezoptimigo, laserveldado liveras produktivecon, precizecon kaj kvalitajn avantaĝojn por multaj industriaj aplikoj.
6. Ĉu lasera veldado bezonas gason?
Male al gas-ŝirmitaj veldaj procezoj, lasera veldado ne postulas la uzon de inerta ŝirma gaso fluanta super la veldareo. Tio estas ĉar:
1. La fokusita lasera radio vojaĝas tra la aero por krei malgrandan, alt-energian veldflakon, kiu fandas kaj kunigas la materialojn.
2. La ĉirkaŭa aero ne estas jonigita kiel gasa plasmarko kaj ne interrompas la trabon aŭ veldsuturformadon.
3. La veldsuturo solidiĝas tiel rapide pro la koncentrita varmo, ke ĝi formiĝas antaŭ ol oksidoj povas formiĝi sur la surfaco.

Tamen, certaj specialigitaj laserveldaj aplikoj ankoraŭ povas profiti de uzado de helpgaso:
1. Por reaktivaj metaloj kiel aluminio, gaso ŝirmas la varman veldsuturon kontraŭ oksigeno en la aero.
2. Ĉe altpotencaj laseraj laboroj, gaso stabiligas la plasmoplumon, kiu formiĝas dum profundaj penetraj veldsuturoj.
3. Gasŝpruciloj forigas vaporojn kaj derompaĵojn por pli bona radiotransdono sur malpuraj aŭ pentritaj surfacoj.
Do resumante, kvankam ne strikte necesa, inerta gaso povas provizi avantaĝojn por specifaj malfacilaj aplikoj aŭ materialoj por laserveldado. Sed la procezo ofte povas bone funkcii sen ĝi.
Preskaŭ ĉiuj metaloj povas esti laservelditaj, inkluzive deŝtalo, aluminio, titanio, nikelalojoj, kaj pli.
Eĉ malsamaj metalkombinaĵoj eblas. La ŝlosilo estas ilidevas efike absorbi la laseran ondolongon.
Folioj tiel maldikaj kiel0,1 mm kaj tiel dika kiel 25 mmpovas tipe esti laserveldita, depende de la specifa apliko kaj lasera potenco.
Pli dikaj sekcioj povas postuli plurtrapasan veldadon aŭ specialan optikon.
Absolute. Robotaj laseraj veldĉeloj estas ofte uzataj en altrapidaj, aŭtomatigitaj produktadmedioj por aplikoj kiel aŭtomobila fabrikado.
Trairaj rapidecoj de pluraj metroj po minuto estas atingeblaj.
Oftaj aplikoj de laserveldado troveblas enaŭtomobila, elektroniko, medicinaj aparatoj, aerspaca, ilo/ŝildo, kaj malgranda preciza parto fabrikado.
La teknologio estaskontinue ekspansiiĝante en novajn sektorojn.
Faktoroj por konsideri inkluzivas laborpecajn materialojn, grandecon/dikecon, trairbezonojn, buĝeton kaj bezonatan veldkvaliton.
Bonfamaj provizantoj povas helpi specifi la ĝustan laseran tipon, potencon, optikon kaj aŭtomatigon por via specifa apliko.
Tipaj laserveldaj teknikoj inkluzivas pugajn, sinjorajn, fileajn, trapikajn kaj tegaĵajn veldsuturojn.
Kelkaj novigaj metodoj kiel lasera aldona fabrikado ankaŭ aperas por riparaj kaj prototipaj aplikoj.
Jes, lasera veldado bone taŭgas por preciza riparo de altvaloraj komponantoj.
La koncentrita varmo-enigo minimumigas plian difekton al la bazmaterialoj dum riparo.
Ĉu vi volas komenci uzi laserveldilon?
Kial Ne Konsideri Nin?

Afiŝtempo: 12-a de februaro 2024