
क्या पॉलीकार्बोनेट को लेजर से काटा जा सकता है? पीसी लेजर कटिंग के लिए व्यावहारिक सेटिंग्स और टिप्स
हां, आप लेजर कटिंग कर सकते हैं।पॉलीकार्बोनेटहालांकि, आमतौर पर किनारों पर पीलापन और काफी मात्रा में चिपचिपा धुआं दिखाई देगा। आवृत्ति (PPI/Hz), फोकस स्थिति और सहायक गैस के उचित नियंत्रण से कटाई की गुणवत्ता को उपयोगी स्तर तक सुधारा जा सकता है।
एक बात ध्यान में रखें: यदि आप क्रिस्टल क्लियर किनारों की उम्मीद कर रहे हैं तोएक्रिलिकपीसी आमतौर पर पोस्ट-प्रोसेसिंग या सामग्री बदलने के बिना वहां तक नहीं पहुंच पाएगा।
सामग्री की तुलना: पीसी बनाम ऐक्रेलिक
कारखाने में, पीसी का व्यवहार ऐक्रेलिक से बहुत अलग होता है।
• पीसी: मजबूत और प्रभाव-प्रतिरोधी, लेकिन लेजर के संपर्क में आने पर पिघलने और पीला पड़ने की प्रवृत्ति रखता है।
• ऐक्रिलिक: अधिक भंगुर होता है, लेकिन आसानी से वाष्पीकृत हो जाता है और स्पष्ट किनारे देता है।
सामान्य नियम के तौर पर: कार्यात्मक भागों के लिए पीसी का उपयोग करें, दृश्य भागों के लिए ऐक्रेलिक का।
यह भी ध्यान दें कि पीसी विभिन्न प्रकारों में आता है—कोटेड, यूवी-प्रतिरोधी, अग्निरोधी। इन संस्करणों के लिए अक्सर अलग-अलग पैरामीटर ट्यूनिंग की आवश्यकता होती है।
पॉलीकार्बोनेट की लेजर कटिंग करते समय आने वाली सामान्य समस्याएं

पीलापन (किनारों का जलना)
यह सबसे आम समस्या है और गर्मी के जमाव के कारण होती है।
अधिकांश लोग पहले पावर को समायोजित करते हैं, लेकिन आवृत्ति (पीपीआई) प्रमुख कारक है:
• उच्च आवृत्ति → अधिक ऊष्मा का संचय → अधिक पीलापन
• कम आवृत्ति → पल्स के बीच शीतलन → साफ किनारे
जलाना / छीलना
आमतौर पर इसके कारण होते हैं:
• फोकस की गलत स्थिति
• एक ही स्थान पर अत्यधिक ऊर्जा
थोड़ा सा डिफोकस एज क्वालिटी को बेहतर बनाने में मदद कर सकता है।
धूम्रपान संबंधी समस्याएं
पॉलीकार्बोनेट उत्पादन करता हैचिपचिपा धुआँवह:
• लेंस पर जमा हो जाता है
• लेजर की दक्षता कम हो जाती है
उत्पादन परिवेश में, यह सीधे तौर पर अपटाइम और रखरखाव को प्रभावित करता है।
व्यावहारिक प्रारंभिक पैरामीटर

परीक्षण कटाई के लिए व्यावहारिक प्रारंभिक बिंदु यहाँ दिए गए हैं:
पहला चरण 4-6 परीक्षण नमूने चलाना और उसके आधार पर समायोजन करना है।
| मोटाई | शक्ति | गति (मिमी/सेकंड) | आवृत्ति (किलोग्राम हर्ट्ज़) |
|---|---|---|---|
| 1 मिमी (0.04") | 40–60W | 20–60 मिमी/सेकंड | 8–18 किलोहर्ट्ज़ |
| 2 मिमी (0.08") | 60–100W | 10–30 मिमी/सेकंड | 5–10 किलोहर्ट्ज़ |
| 3 मिमी (0.12") | 80–150W | 5–20 मिमी/सेकंड | 3–8 किलोहर्ट्ज़ |
समायोजन तर्क
एक बार में एक ही चीज बदलें:
1. क्या ज्यादा जल गया है?आवृत्ति (किलोग्राम हर्ट्ज़) कम करें और वायु/नाइट्रोजन का दबाव बढ़ाएं।
2.क्या यह काम नहीं कर रहा है?गति को 10% कम करें या शक्ति को 5% बढ़ाएं।
3.नीचे का किनारा गंदा दिख रहा है?अपने फोकस को सामग्री में 1-2 मिमी अंदर डालें।
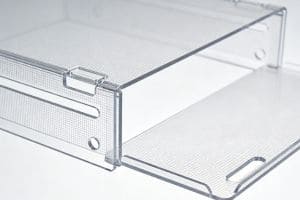
पारदर्शी पॉलीकार्बोनेट के लिए सटीक लेजर कटिंग
हमारी उन्नत लेज़र तकनीक का प्रत्यक्ष अनुभव करें। यह वीडियो दर्शाता है कि हम साधारण सीधी कटाई से लेकर जटिल औद्योगिक आकृतियों तक, पॉलीकार्बोनेट शीट पर क्रिस्टल-स्पष्ट और खुरदरे किनारों को कैसे प्राप्त करते हैं। गति और सटीकता के उस उत्तम संतुलन को देखें जो हर परियोजना के लिए उच्च गुणवत्ता वाले परिणाम सुनिश्चित करता है।
वास्तविकता की जाँच: मशीन का चुनाव
आकर्षक विकल्पों से विचलित न हों। यहाँ कारखाने की वास्तविकता है:
-
CO2लेजर (80W–150W):यह आपका प्राथमिक उपकरण है। इसमें उत्पादन गति से 1-5 मिमी मोटाई की शीटों को पंच करने की क्षमता है।
-
यूवी लेजर:कोल्ड कटिंग के लिए बढ़िया है, लेकिन इसमें पावर की कमी है। अगर आप अल्ट्रा-थिन फिल्म (<0.5mm) नहीं काट रहे हैं, तो यह किसी वर्कशॉप के लिए बहुत धीमी है।
-
फाइबर लेजर:पीसी के लिए अनुशंसित नहीं है; अवशोषण दर बहुत कम है।
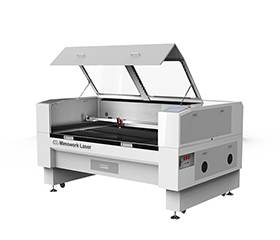
पॉलीकार्बोनेट की साफ कटिंग:पीले किनारों और पिघलने को कम करता है, जिससे काटने के परिणाम अधिक स्थिर होते हैं।
बेहतर ताप नियंत्रण:यह ऊष्मा के संचय को कम करने के लिए शक्ति, गति और आवृत्ति को संतुलित करता है।
सामग्री प्रसंस्करण में निरंतरता:यह विश्वसनीय कटिंग क्षमता के साथ विभिन्न प्रकार की पीसी शीट को हैंडल करता है।
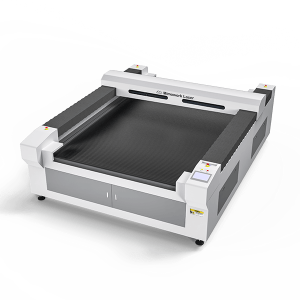
बड़े आकार का कटिंग क्षेत्र:1300 × 2500 मिमी की यह टेबल बड़े आकार की एक्रिलिक शीट और लकड़ी के पैनल को आसानी से संभाल सकती है।
उच्च परिशुद्धता गति प्रणाली:बॉल स्क्रू और सर्वो ड्राइव उच्च गति पर स्थिर और सटीक कटिंग सुनिश्चित करते हैं।
उच्च-शक्ति काटने की क्षमता:मोटी ठोस सामग्री के प्रसंस्करण के लिए 300W–500W CO₂ लेजर से सुसज्जित।
पीले किनारों को ठीक करें और अपने पीसी कटिंग परिणामों को स्थिर करें।
अक्सर पूछे जाने वाले प्रश्न
A:तकनीकी रूप से हाँ, लेकिन हम इसकी सलाह नहीं देते। 5 मिमी से अधिक मोटाई पर, अत्यधिक गर्मी के कारण गंभीर रूप से जलने के निशान पड़ जाते हैं और किनारा टेढ़ा हो जाता है। मोटी पीसी प्लेटों के लिए सीएनसी एक बेहतर उपकरण है।
A:इसे सैंडिंग या पॉलिशिंग से कम किया जा सकता है, लेकिन यह ऐक्रेलिक जितना साफ़ नहीं होगा। नाइट्रोजन (N) का उपयोग करने से2काटने के दौरान इसे कम करने का सबसे अच्छा तरीका सहायक गैस के रूप में इसका उपयोग करना है।
A:जी हां, पीसी के धुएं में कार्बन डाइऑक्साइड और बेंजीन यौगिक होते हैं। सुनिश्चित करें कि आपके पास उच्च क्षमता वाला एग्जॉस्ट सिस्टम और एक्टिवेटेड कार्बन फिल्टर हो।
A:जी हाँ। फ्रॉस्टेड सफेद रंग पाने के लिए हाई स्पीड और लो पावर का इस्तेमाल करें। गहरी नक्काशी से बचें, क्योंकि इससे सामग्री पिघल जाएगी।
A:यह पदार्थ फाइबर की तरंगदैर्ध्य को ठीक से अवशोषित नहीं करेगा। इससे या तो कुछ नहीं होगा या फिर एक भयंकर, अनियंत्रित जलन पैदा होगी। CO का ही उपयोग करें।2
A:ज्वाला रोधी पीसी पर लेजर कटिंग से बचें। आग रोकने के लिए इस्तेमाल किए जाने वाले रसायन किनारे को तुरंत काला कर देंगे।
A:यदि संभव हो तो दोनों तरफ के कवर लगे रहने दें। ऊपरी कवर धुएं के अवशेषों से बचाता है, और निचला कवर बिस्तर की रोशनी के परावर्तन से बचाता है।
अपने पॉलीकार्बोनेट पर एक टेस्ट कट का अनुरोध करें।

अपनी सामग्री का विवरण भेजें और एक उपयोगी कटिंग सेटअप प्राप्त करें।
पोस्ट करने का समय: 18 मार्च 2026