
Detaljan opis parametara zavarivanja laserskog zavarivača
Lasersko zavarivanje je precizna i učinkovita metoda spajanja materijala, posebno metala.
Razumijevanje parametara zavarivanja ključno je za postizanje optimalnih rezultata.
Ovaj članak opisuje bitna načela i parametre koji utječu na učinkovitost laserskog zavarivanja, uključujući debljinu materijala, promjer žice, postavke snage i drugo.
Ključni principi laserskog zavarivanja
1. Debljina materijala i promjer žice:
o Prilikom zavarivanja debljih materijala, bitno je koristiti deblju žicu za zavarivanje i veću postavku snage.
Suprotno tome, za tanje materijale prikladna je finija žica za zavarivanje i niža snaga.
o Na primjer, ako se debljina materijala povećava, promjer žice također bi se trebao proporcionalno povećati, a snaga bi se trebala podesiti da bude veća uz smanjenje brzine dodavanja žice.
To osigurava da dovoljno energije prodre u materijal za čvrsti zavar.
2. Postavke snage i izgled zavara:
o Postavka snage izravno utječe na izgled zavara.
Niža snaga obično proizvodi bjelju površinu zavara, dok veća snaga rezultira tamnijim, obojenijim zavarenim šavom.
Kako se snaga povećava, zavar može također prijeći iz višebojnog izgleda u pretežno crnu boju, što ukazuje na to da se zavar formira s jedne strane.
o Ova karakteristika je ključna za procjenu kvalitete zavara i osiguravanje da on zadovoljava željene standarde.
3. Odabir promjera žice:
o Odabir odgovarajućeg promjera žice je ključan.
Promjer žice za zavarivanje ne smije prelaziti debljinu materijala, a idealno bi bilo da bude deblja od osnovnog materijala.
Ovaj odabir značajno utječe na punoću zavara.
o Deblja žica može doprinijeti robusnijem zavaru, dok pretanka žica može rezultirati nedovoljnim taljenjem i slabijim spojem.
4. Promjer žice za zavarivanje i širina skeniranja:
o Promjer žice za zavarivanje također utječe na širinu skeniranja laserske zrake.
Tanja žica zahtijevat će užu širinu skeniranja, što može biti prednost za precizno zavarivanje gdje su potrebni fini detalji.
o Ovaj odnos omogućuje bolju kontrolu unosa topline i osigurava da je zavar usmjeren na željeno područje, minimizirajući potencijalno oštećenje okolnog materijala.
Želite li znati više detalja
O laserskom zavarivanju?
Vanjski čimbenici koji utječu na parametre zavarivanja
Važno je napomenuti da različiti vanjski čimbenici, poput zaštitnog plina i uvjeta okoline, mogu značajno utjecati na proces zavarivanja.
Stoga je preporučljivo prilagoditi parametre zavarivanja na temelju uvjeta u stvarnom vremenu.
• Zaštitni plin: Vrsta i brzina protoka zaštitnog plina mogu utjecati na kvalitetu i izgled zavara.
Pravilna pokrivenost plinom može spriječiti oksidaciju i poboljšati ukupni izgled.
• Uvjeti okoline: Čimbenici poput temperature, vlažnosti i protoka zraka mogu utjecati na performanse laserskog stroja za zavarivanje i svojstva zavara.
Imate li još neke informacije o laserskom zavarivanju?
Lasersko zavarivanje ugljičnog čelika
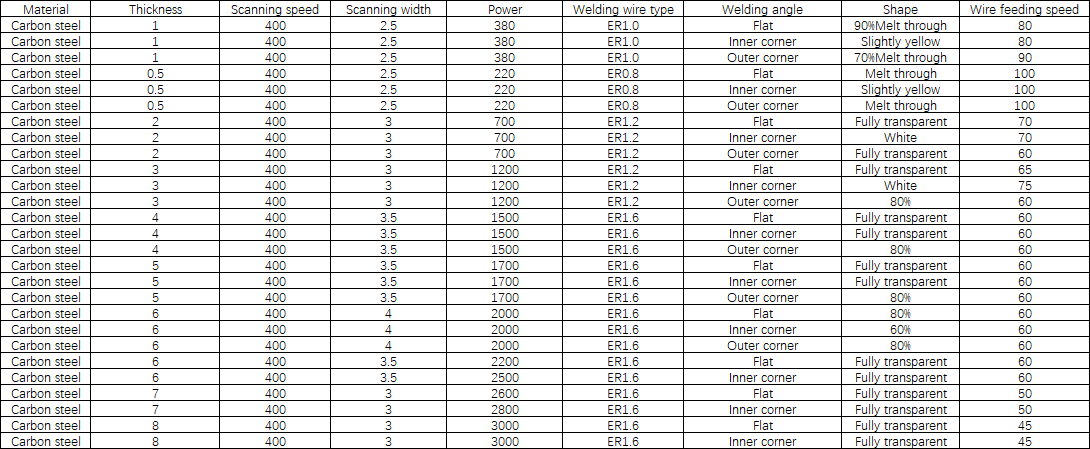
Napomena: Zbog utjecaja sloja cinka pocinčanog lima, nosivost pocinčanog lima može se odgovarajuće smanjiti
Ručno lasersko zavarivanje nehrđajućeg čelika
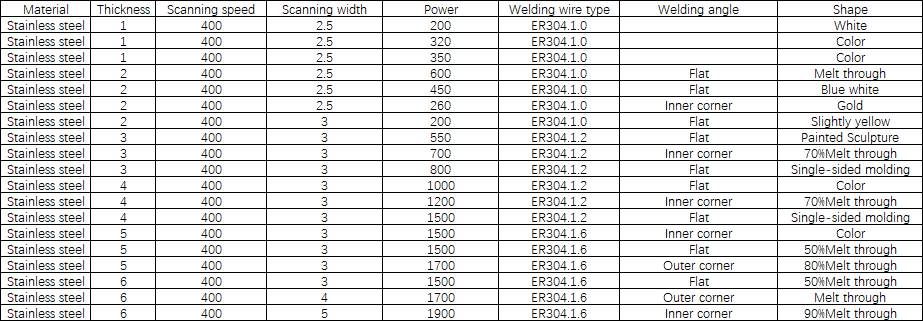
Napomene: Referentna snaga od nehrđajućeg čelika od 3000 W, ugljični čelik
Ne znate kako odabrati laserski stroj?
Možemo vam pomoći!
Od zanimljivih videa do informativnih članaka
Kako koristiti ručni laserski aparat za zavarivanje | Vodič za početnike



Vrijeme objave: 06.01.2025.