
ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರ ವೆಲ್ಡಿಂಗ್ ನಿಯತಾಂಕಗಳು ವಿವರವಾದ ವಿವರಣೆ
ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಎನ್ನುವುದು ವಸ್ತುಗಳನ್ನು, ವಿಶೇಷವಾಗಿ ಲೋಹಗಳನ್ನು ಸೇರುವ ನಿಖರ ಮತ್ತು ಪರಿಣಾಮಕಾರಿ ವಿಧಾನವಾಗಿದೆ.
ಅತ್ಯುತ್ತಮ ಫಲಿತಾಂಶಗಳನ್ನು ಸಾಧಿಸಲು ವೆಲ್ಡಿಂಗ್ ನಿಯತಾಂಕಗಳನ್ನು ಅರ್ಥಮಾಡಿಕೊಳ್ಳುವುದು ಬಹಳ ಮುಖ್ಯ.
ಈ ಲೇಖನವು ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ನ ಪರಿಣಾಮಕಾರಿತ್ವದ ಮೇಲೆ ಪ್ರಭಾವ ಬೀರುವ ಅಗತ್ಯ ತತ್ವಗಳು ಮತ್ತು ನಿಯತಾಂಕಗಳನ್ನು ವಿವರಿಸುತ್ತದೆ, ಇದರಲ್ಲಿ ವಸ್ತುವಿನ ದಪ್ಪ, ತಂತಿಯ ವ್ಯಾಸ, ವಿದ್ಯುತ್ ಸೆಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ಹೆಚ್ಚಿನವು ಸೇರಿವೆ.
ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ನ ಪ್ರಮುಖ ತತ್ವಗಳು
1. ವಸ್ತುವಿನ ದಪ್ಪ ಮತ್ತು ತಂತಿಯ ವ್ಯಾಸ:
o ದಪ್ಪವಾದ ವಸ್ತುಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ, ದಪ್ಪವಾದ ವೆಲ್ಡಿಂಗ್ ತಂತಿ ಮತ್ತು ಹೆಚ್ಚಿನ ವಿದ್ಯುತ್ ಸೆಟ್ಟಿಂಗ್ ಅನ್ನು ಬಳಸುವುದು ಅತ್ಯಗತ್ಯ.
ಇದಕ್ಕೆ ವ್ಯತಿರಿಕ್ತವಾಗಿ, ತೆಳುವಾದ ವಸ್ತುಗಳಿಗೆ, ಉತ್ತಮವಾದ ವೆಲ್ಡಿಂಗ್ ತಂತಿ ಮತ್ತು ಕಡಿಮೆ ಶಕ್ತಿ ಸೂಕ್ತವಾಗಿದೆ.
o ಉದಾಹರಣೆಗೆ, ವಸ್ತುವಿನ ದಪ್ಪ ಹೆಚ್ಚಾದರೆ, ತಂತಿಯ ವ್ಯಾಸವು ಪ್ರಮಾಣಾನುಗುಣವಾಗಿ ಹೆಚ್ಚಾಗಬೇಕು ಮತ್ತು ತಂತಿ ಫೀಡ್ ವೇಗವನ್ನು ಕಡಿಮೆ ಮಾಡುವಾಗ ಶಕ್ತಿಯನ್ನು ಹೆಚ್ಚಾಗಿ ಹೊಂದಿಸಬೇಕು.
ಇದು ಘನ ಬೆಸುಗೆ ಹಾಕಲು ಸಾಕಷ್ಟು ಶಕ್ತಿಯು ವಸ್ತುವಿನೊಳಗೆ ಭೇದಿಸುತ್ತದೆ ಎಂದು ಖಚಿತಪಡಿಸುತ್ತದೆ.
2. ಪವರ್ ಸೆಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ವೆಲ್ಡ್ ಗೋಚರತೆ:
o ವಿದ್ಯುತ್ ಸೆಟ್ಟಿಂಗ್ ವೆಲ್ಡ್ನ ನೋಟವನ್ನು ನೇರವಾಗಿ ಪ್ರಭಾವಿಸುತ್ತದೆ.
ಕಡಿಮೆ ಶಕ್ತಿಯು ಬಿಳಿ ಬಣ್ಣದ ವೆಲ್ಡ್ ಮೇಲ್ಮೈಯನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ, ಆದರೆ ಹೆಚ್ಚಿನ ಶಕ್ತಿಯು ಗಾಢವಾದ, ಹೆಚ್ಚು ಬಣ್ಣದ ವೆಲ್ಡ್ ಸೀಮ್ಗೆ ಕಾರಣವಾಗುತ್ತದೆ.
ಶಕ್ತಿ ಹೆಚ್ಚಾದಂತೆ, ವೆಲ್ಡ್ ಬಹು-ಬಣ್ಣದ ನೋಟದಿಂದ ಪ್ರಧಾನವಾಗಿ ಕಪ್ಪು ಬಣ್ಣಕ್ಕೆ ಪರಿವರ್ತನೆಗೊಳ್ಳಬಹುದು, ಇದು ವೆಲ್ಡ್ ಒಂದೇ ಬದಿಯಿಂದ ರೂಪುಗೊಳ್ಳುತ್ತಿದೆ ಎಂದು ಸೂಚಿಸುತ್ತದೆ.
ಈ ಗುಣಲಕ್ಷಣವು ವೆಲ್ಡ್ನ ಗುಣಮಟ್ಟವನ್ನು ನಿರ್ಣಯಿಸಲು ಮತ್ತು ಅದು ಅಪೇಕ್ಷಿತ ಮಾನದಂಡಗಳನ್ನು ಪೂರೈಸುತ್ತದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ನಿರ್ಣಾಯಕವಾಗಿದೆ.
3. ತಂತಿಯ ವ್ಯಾಸದ ಆಯ್ಕೆ:
o ಸೂಕ್ತವಾದ ತಂತಿಯ ವ್ಯಾಸವನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು ನಿರ್ಣಾಯಕವಾಗಿದೆ.
ವೆಲ್ಡಿಂಗ್ ತಂತಿಯ ವ್ಯಾಸವು ವಸ್ತುವಿನ ದಪ್ಪವನ್ನು ಮೀರಬಾರದು ಮತ್ತು ಅದು ಮೂಲ ವಸ್ತುವಿಗಿಂತ ದಪ್ಪವಾಗಿರುವುದರ ಕಡೆಗೆ ಆದರ್ಶಪ್ರಾಯವಾಗಿ ಪಕ್ಷಪಾತ ಹೊಂದಿರಬೇಕು.
ಈ ಆಯ್ಕೆಯು ವೆಲ್ಡ್ ಮಣಿಯ ಪೂರ್ಣತೆಯನ್ನು ಗಮನಾರ್ಹವಾಗಿ ಪ್ರಭಾವಿಸುತ್ತದೆ.
o ದಪ್ಪವಾದ ತಂತಿಯು ಹೆಚ್ಚು ದೃಢವಾದ ಬೆಸುಗೆಗೆ ಕಾರಣವಾಗಬಹುದು, ಆದರೆ ತುಂಬಾ ತೆಳುವಾದ ತಂತಿಯು ಸಾಕಷ್ಟು ಸಮ್ಮಿಳನ ಮತ್ತು ದುರ್ಬಲ ಜಂಟಿಗೆ ಕಾರಣವಾಗಬಹುದು.
4. ವೆಲ್ಡಿಂಗ್ ವೈರ್ ವ್ಯಾಸ ಮತ್ತು ಸ್ಕ್ಯಾನಿಂಗ್ ಅಗಲ:
o ವೆಲ್ಡಿಂಗ್ ತಂತಿಯ ವ್ಯಾಸವು ಲೇಸರ್ ಕಿರಣದ ಸ್ಕ್ಯಾನಿಂಗ್ ಅಗಲದ ಮೇಲೂ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.
ಸೂಕ್ಷ್ಮವಾದ ತಂತಿಗೆ ಕಿರಿದಾದ ಸ್ಕ್ಯಾನಿಂಗ್ ಅಗಲದ ಅಗತ್ಯವಿರುತ್ತದೆ, ಇದು ಸೂಕ್ಷ್ಮ ವಿವರಗಳು ಅಗತ್ಯವಿರುವ ನಿಖರವಾದ ವೆಲ್ಡಿಂಗ್ ಅನ್ವಯಿಕೆಗಳಿಗೆ ಅನುಕೂಲಕರವಾಗಿರುತ್ತದೆ.
o ಈ ಸಂಬಂಧವು ಶಾಖದ ಒಳಹರಿವಿನ ಉತ್ತಮ ನಿಯಂತ್ರಣವನ್ನು ಅನುಮತಿಸುತ್ತದೆ ಮತ್ತು ವೆಲ್ಡ್ ಅಪೇಕ್ಷಿತ ಪ್ರದೇಶದ ಮೇಲೆ ಕೇಂದ್ರೀಕೃತವಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸುತ್ತದೆ, ಸುತ್ತಮುತ್ತಲಿನ ವಸ್ತುಗಳಿಗೆ ಸಂಭಾವ್ಯ ಹಾನಿಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
ಹೆಚ್ಚಿನ ವಿವರಗಳನ್ನು ತಿಳಿದುಕೊಳ್ಳಲು ಬಯಸುವಿರಾ?
ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಬಗ್ಗೆ?
ವೆಲ್ಡಿಂಗ್ ನಿಯತಾಂಕಗಳ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುವ ಬಾಹ್ಯ ಅಂಶಗಳು
ರಕ್ಷಾಕವಚ ಅನಿಲ ಮತ್ತು ಪರಿಸರ ಪರಿಸ್ಥಿತಿಗಳಂತಹ ವಿವಿಧ ಬಾಹ್ಯ ಅಂಶಗಳು ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ಮೇಲೆ ಗಮನಾರ್ಹವಾಗಿ ಪರಿಣಾಮ ಬೀರುತ್ತವೆ ಎಂಬುದನ್ನು ಗಮನಿಸುವುದು ಮುಖ್ಯ.
ಆದ್ದರಿಂದ, ನೈಜ-ಸಮಯದ ಪರಿಸ್ಥಿತಿಗಳ ಆಧಾರದ ಮೇಲೆ ವೆಲ್ಡಿಂಗ್ ನಿಯತಾಂಕಗಳನ್ನು ಸರಿಹೊಂದಿಸುವುದು ಸೂಕ್ತವಾಗಿದೆ.
• ರಕ್ಷಾಕವಚ ಅನಿಲ: ರಕ್ಷಾಕವಚ ಅನಿಲದ ಪ್ರಕಾರ ಮತ್ತು ಹರಿವಿನ ಪ್ರಮಾಣವು ವೆಲ್ಡ್ ಗುಣಮಟ್ಟ ಮತ್ತು ಗೋಚರತೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರಬಹುದು.
ಸರಿಯಾದ ಅನಿಲ ಕವರೇಜ್ ಆಕ್ಸಿಡೀಕರಣವನ್ನು ತಡೆಯುತ್ತದೆ ಮತ್ತು ಒಟ್ಟಾರೆ ಮುಕ್ತಾಯವನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
• ಪರಿಸರ ಪರಿಸ್ಥಿತಿಗಳು: ತಾಪಮಾನ, ಆರ್ದ್ರತೆ ಮತ್ತು ಗಾಳಿಯ ಹರಿವಿನಂತಹ ಅಂಶಗಳು ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದ ಕಾರ್ಯಕ್ಷಮತೆ ಮತ್ತು ವೆಲ್ಡ್ನ ಗುಣಲಕ್ಷಣಗಳ ಮೇಲೆ ಪ್ರಭಾವ ಬೀರುತ್ತವೆ.
ಲೇಸರ್ ವೆಲ್ಡರ್ ಬಗ್ಗೆ ಬೇರೆ ಯಾವುದೇ ಮಾಹಿತಿ?
ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್
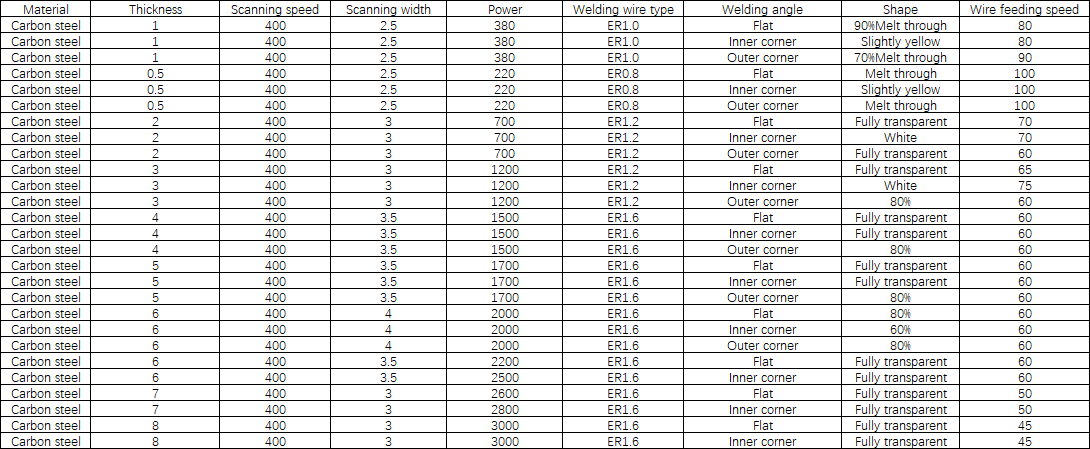
ಗಮನಿಸಿ: ಕಲಾಯಿ ಹಾಳೆಯ ಸತು ಪದರದ ಪ್ರಭಾವದಿಂದಾಗಿ, ಕಲಾಯಿ ಹಾಳೆಯ ಶಕ್ತಿಯನ್ನು ಸೂಕ್ತವಾಗಿ ಕಡಿಮೆ ಮಾಡಬಹುದು.
ಹ್ಯಾಂಡ್ಹೆಲ್ಡ್ ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್
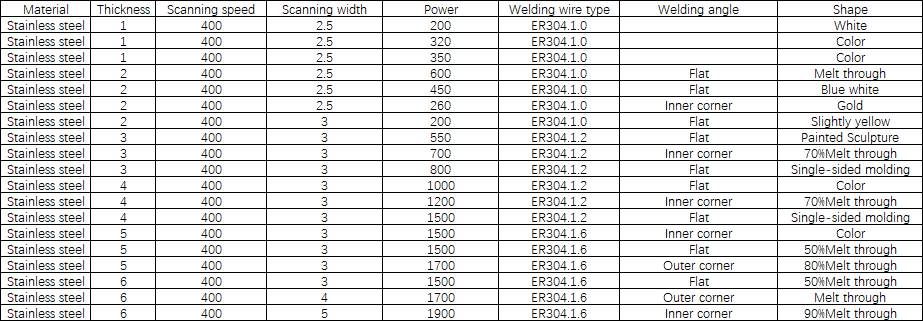
ಟಿಪ್ಪಣಿಗಳು: 3000W ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪವರ್ ರೆಫರೆನ್ಸ್ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್
ಲೇಸರ್ ಯಂತ್ರವನ್ನು ಹೇಗೆ ಆರಿಸಬೇಕೆಂದು ತಿಳಿದಿಲ್ಲವೇ?
ನಾವು ಸಹಾಯ ಮಾಡಬಹುದು!
ಆಕರ್ಷಕ ವೀಡಿಯೊಗಳಿಂದ ಹಿಡಿದು ಮಾಹಿತಿಯುಕ್ತ ಲೇಖನಗಳವರೆಗೆ
ಹ್ಯಾಂಡ್ಹೆಲ್ಡ್ ಲೇಸರ್ ವೆಲ್ಡರ್ ಅನ್ನು ಹೇಗೆ ಬಳಸುವುದು | ಬಿಗಿನರ್ಸ್ ಟ್ಯುಟೋರಿಯಲ್



ಪೋಸ್ಟ್ ಸಮಯ: ಜನವರಿ-06-2025