
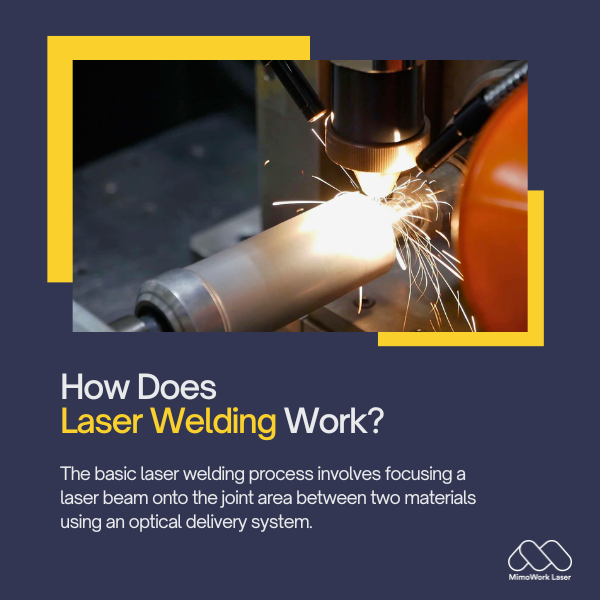
Lāzera metināšanas pamatprocess ietver lāzera stara fokusēšanu uz savienojuma vietu starp diviem materiāliem, izmantojot optisko padeves sistēmu. Kad stars saskaras ar materiāliem, tas pārnes savu enerģiju, ātri uzkarsējot un izkausējot nelielu laukumu.
Satura rādītājs
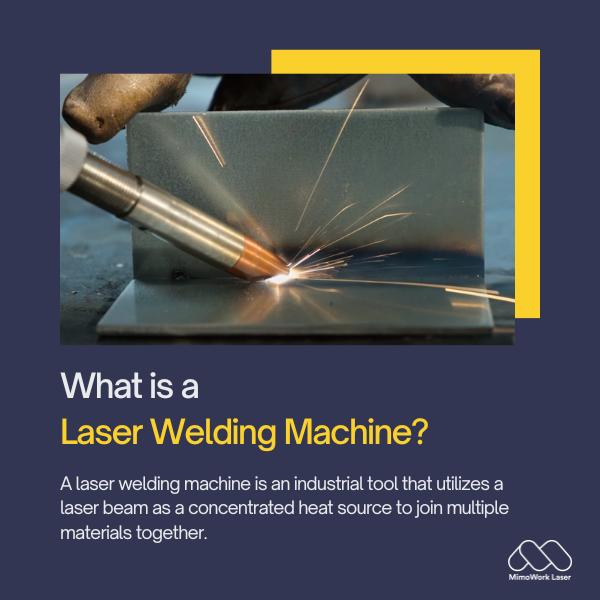
1. Kas ir lāzera metināšanas iekārta?
Lāzera metināšanas iekārta ir rūpniecisks instruments, kas izmanto lāzera staru kā koncentrētu siltuma avotu, lai savienotu vairākus materiālus kopā.
Dažas lāzera metināšanas iekārtu galvenās īpašības ir šādas:
1. Lāzera avots:Lielākā daļa mūsdienu lāzermetināšanas iekārtu izmanto cietvielu lāzerdiodes, kas infrasarkanajā spektrā rada jaudīgu lāzera staru. Izplatītākie lāzera avoti ir CO2, šķiedru un diodu lāzeri.
2. Optika:Lāzera stars pārvietojas caur virkni optisko komponentu, piemēram, spoguļiem, lēcām un sprauslām, kas precīzi fokusē un virza staru uz metināšanas zonu. Teleskopiskās sviras vai portāli pozicionē staru.
3. Automatizācija:Daudziem lāzermetinātājiem ir datora ciparu vadības (CNC) integrācija un robotika, lai automatizētu sarežģītus metināšanas modeļus un procesus. Programmējami ceļi un atgriezeniskās saites sensori nodrošina precizitāti.
4. Procesa uzraudzība:Integrētas kameras, spektrometri un citi sensori uzrauga metināšanas procesu reāllaikā. Jebkuras problēmas ar stara izlīdzināšanu, iespiešanos vai kvalitāti var ātri atklāt un novērst.
5. Drošības bloķēšanas ierīces:Aizsargkorpusi, durvis un avārijas apturēšanas pogas pasargā operatorus no jaudīga lāzera stara. Bloķētāji izslēdz lāzeru, ja tiek pārkāpti drošības protokoli.
Tātad, rezumējot, lāzera metināšanas iekārta ir ar datoru vadāms, rūpniecisks precīzijas instruments, kas izmanto fokusētu lāzera staru automatizētām, atkārtojamām metināšanas lietojumprogrammām.
2. Kā darbojas lāzermetināšana?
Daži galvenie lāzera metināšanas procesa posmi ir šādi:
1. Lāzera stara ģenerēšana:Cietvielu lāzera diode vai cits avots rada infrasarkano staru kūli.
2. Staru piegāde: Spoguļi, lēcas un sprausla precīzi fokusē staru kūli cieši pieguļošā sagataves punktā.
3. Materiāla sildīšana:Stars ātri uzsilda materiālu, tā blīvumam tuvojoties 106 W/cm2.
4. Kušana un savienošana:Veidojas neliela kausējuma vanna, kur materiāli saplūst. Vannai sacietējot, tiek izveidota metinājuma šuve.
5. Dzesēšana un atkārtota sacietēšana: Metinājuma vieta atdziest lielā ātrumā, virs 104°C/sekundē, radot smalkgraudainu, sacietējušu mikrostruktūru.
6. Progresēšana:Sijas kustība vai detaļu pārvietošana atkārto procesu, lai pabeigtu metināšanas šuvi. Var izmantot arī inertu aizsarggāzi.
Tātad, rezumējot, lāzermetināšanā tiek izmantots intensīvi fokusēts lāzera stars un kontrolēta termiskā ciklēšana, lai radītu augstas kvalitātes, zemas karstuma ietekmes zonas metinājumus.
Mēs sniedzām noderīgu informāciju par lāzermetināšanas iekārtām
Kā arī pielāgotus risinājumus jūsu uzņēmumam
3. Vai lāzermetināšana ir labāka par MIG?
Salīdzinot ar tradicionālajiem metāla inertās gāzes (MIG) metināšanas procesiem...
Lāzera metināšanai ir vairākas priekšrocības:
1. Precizitāte: Lāzera starus var fokusēt uz nelielu 0,1–1 mm punktu, nodrošinot ļoti precīzas un atkārtojamas metināšanas. Tas ir ideāli piemērots mazām, augstas pielaides detaļām.
2. Ātrums:Lāzera metināšanas ātrums ir daudz lielāks nekā MIG metināšanas, īpaši uz plānāka materiāla. Tas uzlabo produktivitāti un samazina cikla laiku.

3. Kvalitāte:Koncentrētais siltuma avots rada minimālas deformācijas un šauras karstuma ietekmētās zonas. Tas nodrošina spēcīgas, augstas kvalitātes metinājuma šuves.
4. Automatizācija:Lāzermetināšanu var viegli automatizēt, izmantojot robotiku un CNC. Tas ļauj veidot sarežģītus rakstus un uzlabot konsekvenci salīdzinājumā ar manuālo MIG metināšanu.
5. Materiāli:Lāzeri var savienot daudzas materiālu kombinācijas, tostarp vairāku materiālu un atšķirīgu metālu metinājumus.
Tomēr MIG metināšanai irdažas priekšrocībasvirs lāzera citās lietojumprogrammās:
1. Izmaksas:MIG iekārtām ir zemākas sākotnējās investīciju izmaksas nekā lāzersistēmām.
2. Biezāki materiāli:MIG metināšana ir labāk piemērota biezāku tērauda sekciju metināšanai, kuru biezums pārsniedz 3 mm, kur lāzera absorbcija var būt problemātiska.
3. Aizsarggāze:MIG metināšanā metināšanas zonas aizsardzībai tiek izmantots inertas gāzes aizsargs, savukārt lāzerā bieži tiek izmantots noslēgts staru ceļš.
Tātad, rezumējot, lāzera metināšana parasti ir vēlamākaprecizitāte, automatizācija un metināšanas kvalitāte.
Taču MIG joprojām ir konkurētspējīgs ražošanā.biezāki mērinstrumenti par ierobežotu budžetu.
Pareizais process ir atkarīgs no konkrētā metināšanas pielietojuma un detaļu prasībām.
4. Vai lāzermetināšana ir labāka par TIG metināšanu?
Volframa inertās gāzes (TIG) metināšana ir manuāls, mākslinieciski prasmīgs process, kas var dot izcilus rezultātus, strādājot ar plāniem materiāliem.
Tomēr lāzera metināšanai ir dažas priekšrocības salīdzinājumā ar TIG metodi:
1. Ātrums:Lāzermetināšana ražošanas vajadzībām ir ievērojami ātrāka nekā TIG metināšana, pateicoties tās automatizētajai precizitātei. Tas uzlabo caurlaidspēju.
2. Precizitāte:Fokusētais lāzera stars nodrošina pozicionēšanas precizitāti līdz simtdaļām milimetra. Cilvēka roka to nevar sasniegt ar TIG metināšanu.

3. Kontrole:Procesa mainīgie lielumi, piemēram, siltuma padeve un metināšanas ģeometrija, tiek stingri kontrolēti ar lāzeru, nodrošinot vienādus rezultātus katrā partijā.
4. Materiāli:TIG metode ir vislabāk piemērota plānākiem vadošiem materiāliem, savukārt lāzermetināšana paver plašāku daudzmateriālu kombināciju klāstu.
5. Automatizācija: Robotizētās lāzersistēmas nodrošina pilnībā automatizētu metināšanu bez noguruma, savukārt TIG metināšanai parasti nepieciešama operatora pilnīga uzmanība un zināšanas.
Tomēr TIG metināšana saglabā priekšrocībasplānsliežu precīzijas darbs vai sakausējumu metināšanakur siltuma padeve ir rūpīgi jāmodulē. Šādos gadījumos vērtīga ir prasmīga tehniķa palīdzība.
5. Kāds ir lāzermetināšanas trūkums?
Tāpat kā jebkurā rūpnieciskā procesā, lāzera metināšanai ir arī daži potenciāli trūkumi, kas jāņem vērā:
1. Izmaksas: Lai gan jaudīgas lāzersistēmas kļūst arvien pieejamākas, tām ir nepieciešami ievērojami kapitālieguldījumi salīdzinājumā ar citām metināšanas metodēm.
2. Palīgmateriāli:Gāzes sprauslas un optika laika gaitā nolietojas un ir jānomaina, tādējādi palielinot ekspluatācijas izmaksas.
3. Drošība:Lai novērstu pakļaušanu augstas intensitātes lāzera staram, ir nepieciešami stingri protokoli un slēgti drošības korpusi.
4. Apmācība:Operatoriem ir nepieciešama apmācība, lai strādātu droši un pareizi uzturētu lāzermetināšanas iekārtas.

5. Redzes līnija:Lāzera stars pārvietojas taisnās līnijās, tāpēc sarežģītām ģeometrijām var būt nepieciešami vairāki stari vai sagataves pārvietošana.
6. Absorbcijas spēja:Dažus materiālus, piemēram, biezu tēraudu vai alumīniju, var būt grūti metināt, ja tie efektīvi neabsorbē lāzera specifisko viļņa garumu.
Tomēr, ievērojot atbilstošus piesardzības pasākumus, apmācību un procesa optimizāciju, lāzermetināšana nodrošina produktivitātes, precizitātes un kvalitātes priekšrocības daudzos rūpnieciskos pielietojumos.
6. Vai lāzermetināšanai ir nepieciešama gāze?
Atšķirībā no metināšanas procesiem ar gāzes aizsarggāzi, lāzermetināšanai nav nepieciešama inertas aizsarggāzes plūsma pāri metināšanas zonai. Tas ir tāpēc, ka:
1. Fokusētais lāzera stars pārvietojas pa gaisu, radot nelielu, augstas enerģijas metināšanas vanniņu, kas izkausē un savieno materiālus.
2. Apkārtējais gaiss netiek jonizēts kā gāzes plazmas loks un netraucē staru kūļa vai metinājuma veidošanos.
3. Metinājuma šuve koncentrētā karstuma ietekmē sacietē tik ātri, ka tā veidojas, pirms uz virsmas var veidoties oksīdi.

Tomēr noteiktām specializētām lāzermetināšanas lietojumprogrammām joprojām var būt izdevīgi izmantot palīggāzi:
1. Reaktīviem metāliem, piemēram, alumīnijam, gāze aizsargā karsto metināšanas vanniņu no gaisā esošā skābekļa.
2. Veicot darbus ar jaudīgu lāzeru, gāze stabilizē plazmas strūklu, kas veidojas dziļas iespiešanās metināšanas laikā.
3. Gāzes strūklas attīra gāzes un gružus, nodrošinot labāku stara pārraidi uz netīrām vai krāsotām virsmām.
Tātad, rezumējot, lai gan inertā gāze nav absolūti nepieciešama, tā var sniegt priekšrocības specifiskiem sarežģītiem lāzermetināšanas pielietojumiem vai materiāliem. Taču process bieži vien var labi noritēt arī bez tās.
▶ Kādus materiālus var metināt ar lāzeru?
Gandrīz visus metālus var metināt ar lāzeru, ieskaitottērauds, alumīnijs, titāns, niķeļa sakausējumi un citi.
Ir iespējamas pat dažādu metālu kombinācijas. Galvenais ir tas, ka tāsefektīvi jāabsorbē lāzera viļņa garums.
▶ Cik biezus materiālus var metināt?
Loksnes tik plānas kā0,1 mm un biezums līdz 25 mmparasti var metināt ar lāzeru atkarībā no konkrētā pielietojuma un lāzera jaudas.
Biezākām sekcijām var būt nepieciešama daudzpakāpju metināšana vai īpaša optika.
▶ Vai lāzermetināšana ir piemērota liela apjoma ražošanai?
Pilnīgi noteikti. Robotizētās lāzermetināšanas šūnas parasti tiek izmantotas ātrdarbīgās, automatizētās ražošanas vidēs, piemēram, automobiļu ražošanā.
Caurlaides ātrums ir sasniedzams vairākos metros minūtē.
▶ Kurās nozarēs tiek izmantota lāzermetināšana?
Bieži sastopamas lāzera metināšanas lietojumprogrammas ir atrodamas šeit:automobiļu, elektronikas, medicīnas ierīču, kosmosa, instrumentu/izspiedņu un mazu precīzijas detaļu ražošanā.
Tehnoloģija irnepārtraukti paplašinoties jaunās nozarēs.
▶ Kā izvēlēties lāzermetināšanas sistēmu?
Faktori, kas jāņem vērā, ir sagataves materiāli, izmērs/biezums, caurlaidspējas vajadzības, budžets un nepieciešamā metināšanas kvalitāte.
Cienījami piegādātāji var palīdzēt noteikt pareizo lāzera veidu, jaudu, optiku un automatizāciju jūsu konkrētajam pielietojumam.
▶ Kādus metināšanas veidus var izveidot?
Tipiskas lāzermetināšanas metodes ietver muca, pārlaiduma, filejas, caurduršanas un apšuvuma metinājumus.
Remontam un prototipu veidošanai tiek izmantotas arī inovatīvas metodes, piemēram, lāzera aditīvā ražošana.
▶ Vai lāzermetināšana ir piemērota remontdarbiem?
Jā, lāzermetināšana ir labi piemērota augstas vērtības detaļu precīzai remontam.
Koncentrētā siltuma padeve samazina papildu bojājumus pamatmateriāliem remonta laikā.
Vai vēlaties sākt darbu ar lāzera metināšanas iekārtu?
Kāpēc gan mūs neapsvert?

Publicēšanas laiks: 2024. gada 12. februāris