
Детален опис на параметрите за заварување на машината за ласерско заварување
Ласерското заварување е прецизен и ефикасен метод за спојување на материјали, особено метали.
Разбирањето на параметрите за заварување е клучно за постигнување на оптимални резултати.
Оваа статија ги опишува основните принципи и параметри што влијаат на ефикасноста на ласерското заварување, вклучувајќи ја дебелината на материјалот, дијаметарот на жицата, поставките за моќност и друго.
Клучни принципи на ласерско заварување
1. Дебелина на материјалот и дијаметар на жицата:
o При заварување на подебели материјали, важно е да се користи подебела жица за заварување и поголема поставка на моќност.
Обратно, за потенки материјали, погодна е пофина жица за заварување и помала моќност.
На пример, ако дебелината на материјалот се зголеми, дијаметарот на жицата исто така треба да се зголеми пропорционално, а моќноста треба да се прилагоди да биде поголема, а воедно да се намали брзината на напојување на жицата.
Ова осигурува дека доволно енергија продира во материјалот за цврсто заварување.
2. Поставки за моќност и изглед на заварот:
o Поставката на моќност директно влијае на изгледот на заварот.
Помалата моќност има тенденција да произведе побела површина на заварот, додека поголемата моќност резултира со потемна, пообоена заварска спојка.
Со зголемувањето на моќноста, заварот може да премине од повеќебоен изглед во претежно црна боја, што укажува дека заварот се формира од едната страна.
Оваа карактеристика е клучна за проценка на квалитетот на заварот и осигурување дека ги исполнува посакуваните стандарди.
3. Избор на дијаметар на жица:
o Изборот на соодветниот дијаметар на жицата е од клучно значење.
Дијаметарот на жицата за заварување не треба да ја надминува дебелината на материјалот и идеално треба да биде наклонет кон тоа да биде подебел од основниот материјал.
Овој избор значително влијае на полнотата на заварувачката перла.
o Подебела жица може да придонесе за поцврсто заварување, додека премногу тенка жица може да резултира со недоволно спојување и послаб спој.
4. Дијаметар на жица за заварување и ширина на скенирање:
o Дијаметарот на жицата за заварување, исто така, влијае на ширината на скенирање на ласерскиот зрак.
Пофината жица ќе бара потесна ширина на скенирање, што може да биде предност за апликации за прецизно заварување каде што се потребни фини детали.
o Оваа врска овозможува подобра контрола на влезот на топлина и осигурува дека заварот е фокусиран на посакуваната површина, минимизирајќи го потенцијалното оштетување на околниот материјал.
Сакате да дознаете повеќе детали
За ласерско заварување?
Надворешни фактори што влијаат на параметрите на заварување
Важно е да се напомене дека разни надворешни фактори, како што се заштитен гас и услови на животната средина, можат значително да влијаат на процесот на заварување.
Затоа, препорачливо е да се прилагодат параметрите на заварување врз основа на условите во реално време.
• Заштитен гас: Видот и брзината на проток на заштитениот гас можат да влијаат на квалитетот и изгледот на заварот.
Соодветното покривање со гас може да спречи оксидација и да го подобри целокупниот финиш.
• Услови на животната средина: Фактори како што се температурата, влажноста и протокот на воздух можат да влијаат на перформансите на машината за ласерско заварување и на својствата на заварот.
Дали има други информации за ласерско заварување?
Ласерско заварување на јаглероден челик
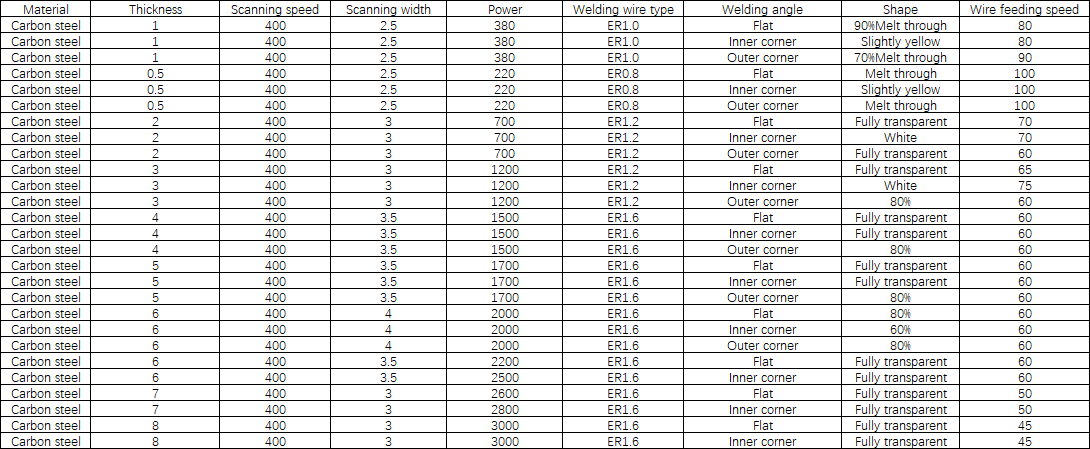
Забелешка: Поради влијанието на цинковиот слој на поцинкуваниот лим, моќноста на поцинкуваниот лим може соодветно да се намали.
Рачно ласерско заварување од не'рѓосувачки челик
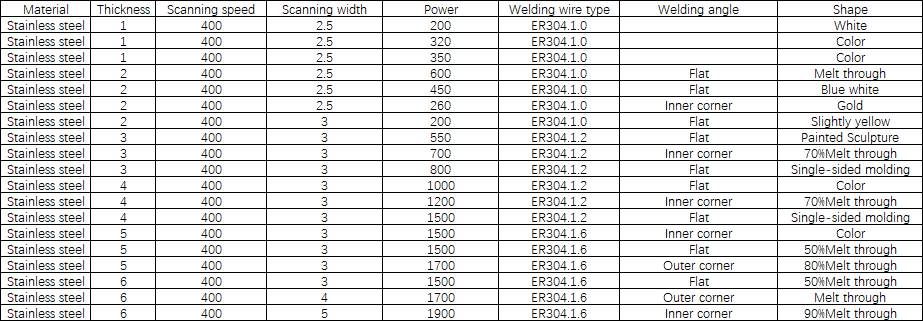
Белешки: Референтен јаглероден челик од не'рѓосувачки челик од 3000W
Не знаете како да изберете ласерска машина?
Можеме да помогнеме!
Од привлечни видеа до информативни статии
Како да користите рачен ласерски заварувач | Упатство за почетници



Време на објавување: 06.01.2025