
Laserskjærte kart: Materialvalg og drift
Beste materialer for laserskåret kart


Når du lager et laserskåret kart, påvirker materialvalget direkte det endelige utseendet. De to vanligste kategoriene er tre og akryl. Nedenfor fokuserer vi pålaserskåret treverkoglaserskjæring av akrylfordi de gir de beste resultatene for de fleste prosjekter.
| Materiale | Anbefalt type | Fordeler | Ulemper |
|---|---|---|---|
| Bjørkefiner | 3 mm tykk, finkornet, få hulrom | Rene kanter, varm tekstur, lett å lime, moderat kostnad | Tilbøyelig til å vri seg når den er fuktig, lette brennmerker på kantene |
| Basswood kryssfiner | 3 mm tykk, lys farge, nesten kornfri | Høy graveringskontrast, bra for fine detaljer | Mykere enn bjørk, litt lavere styrke |
| MDF-materiale | 3–6 mm tykk, jevn overflate | Rimelig, flat overflate | Kraftig røyk, mørke kanter, ikke vanntett |
| Støpt akryl | 3 mm tykk, klar eller farget | Utmerket lysgjennomgang, kantene kan flammepoleres for et krystallklart og moderne utseende | Lett å ripe, sterk lukt under skjæring, flammepolering krever ferdigheter |
| Ekstrudert akryl | 3 mm tykk | Renere kuttede kanter ut av maskinen, litt billigere | Bobler eller brannskader ved flammepolering, ikke for prosjekter av høy kvalitet |
Anbefaling: Nybegynnere bør starte med 3 mm bjørkekryssfiner for sitt første laserkuttede kart. For laserkuttede bykart gir bassved høyere kontrast for veier. Hvis du ønsker et moderne bakgrunnsbelyst utseende, bør du mestre laserskjæring av akryl – støpt akryl er veien å gå.
Hvilken lasertype er best for laserskårne kart?
UV-laseretilbyr høy presisjon, men er dyre og vanligvis ikke skjæredyktige – de brukes hovedsakelig til fingravering på tynne materialer.Diodelasereer rimelige, men kuttes sakte, gir dårlig kantkvalitet (brennemerker på treverk, og de sliter med akryl), og er ikke egnet for tykke materialer.Fiberlasereer designet for metaller – de kan merke, men kan ikke skjære i ikke-metaller som tre eller akryl.
I motsetning til dette, enCO₂-laseropererer på en bølgelengde som absorberes sterkt av vanlige kartmaterialer som kryssfiner, bassved og støpt akryl. Den gir rene, raske kutt med god kantkvalitet, håndterer tykkelser fra 3 mm opptil 10 mm eller mer, og tilbyr et balansert kostnad-ytelsesforhold.
Av alle disse grunnene er CO₂ den mest passende laseren for å produsere laserskårne kart av høy kvalitet.
Her er en video med en detaljert introduksjon til CO2-lasermaskiner. Du kan klikke her for å se den.
Hvilke typer kart kan du laserskjære?

Bykart
Flate kart over gater, veier, elver, parker og landemerker.
Laserskjæring:ettlags (graverte gater + utskåret omriss) eller tolags (base + topputskjæring). Nøkkel: tydelig veinettverk og etiketter.
Parametere:Linjebredde 0,1–0,3 mm, grunn gravering, høy kontrast.
Eksempler: Manhattan, Paris.
Topografiske kart
Konturlinjer som viser elevasjon. Flat: graverte konturer på ett ark. 3D stablet: hvert kontur-/elevasjonsintervall kuttet som et separat lag, limt fra lav til høy. Trenger DEM-data.
Parametere:5–15 lag, 3–6 mm hver, presis justering.
Eksempler: Grand Canyon, Fuji-fjellet.
3D-lagdelte kart
Geografisk informasjon via flere fysiske lag (by, terreng eller begge deler). Ikke begrenset til konturer: kan bruke distrikter, bygningshøyde, landdekke. Designer velger form, farge, avstand. Lag kan være diskontinuerlige (f.eks. vann → grøntområde → bygninger) med mellomrom.
Eksempler: San Francisco (etter høyde), Tokyos 23 bydeler (én per lag).
Forberedelsesarbeid for laserskårne trekart
| Forberedelsestrinn | Spesifikke oppgaver | Viktige punkter |
|---|---|---|
| Datainnsamling | Last ned geografiske data eller et kartbilde av målområdet ditt | Bykart: OpenStreetMap, skjermbilder fra Google Maps; Topokart: USGS, SRTM-høydedata |
| Filbehandling | Konverter data til vektorformat (SVG, DXF, AI) | Bruk QGIS, Illustrator, Inkscape eller dedikerte kartgeneratorer (Mapbox, Snazzy Maps) |
| Lagdesign (hvis flerlags) | Tilordne konturer eller soner til forskjellige lag | Hvert lag = en annen farge i LightBurn (skiller mellom utskjæring og gravering) |
| Materialforberedelse | Velg passende ark, sjekk flatheten | 3 mm bjørkekryssfiner eller støpt akryl – ingen vridning, ren overflate |
| Parametertesting | Test kraft, hastighet, fokus på skrapbiter | Registrer den beste kombinasjonen: tre trenger ofte lav effekt og høy hastighet; akryl trenger middels effekt og lavere hastighet |
| Maskinsjekk | Rengjør linsen, sjekk luftassistanse, kalibrer fokus | Luftassistanse reduserer brannmerker; feil fokus fører til ufullstendige kutt eller bredt snitt |
| Sikkert materiale | Bruk tape, magneter eller vekter for å forhindre forskyvning | Spesielt viktig for flerlagssnitt – forskyvning forårsaker feiljustering |
Tips: Lag en sjekkliste og gå gjennom den før hvert kutt for å redusere feil.
Steg-for-steg-bruksprosedyre for laserskårne kart
Bekreft at filen inneholder både graverings- (gater/tekst) og utklipps- (ytre grense) elementer.
Tilordne kuttelinjer (røde) til «Kutt»-modus (lavere hastighet, høyere effekt).
Eksempel for 40 W CO₂, 3 mm bjørkekryssfiner: Gravering (25 % effekt, 400 mm/s, 300 DPI); Skjæring (80 % effekt, 12 mm/s, 1 pass).
Bruk «Ramme»-funksjonen for å forhåndsvise klippeområdet.
Bruk en fokusmåler eller rampetest for nøyaktighet.
Kontroller at graveringen er tydelig og har god kontrast.
Hvis ikke kuttet helt, reduser hastigheten eller øk antall passeringer.
Tørk av støv med en fuktig klut og puss kantene lett (korn 400).
For akryl: flammepoler kantene og fjern beskyttelsesfilmen.
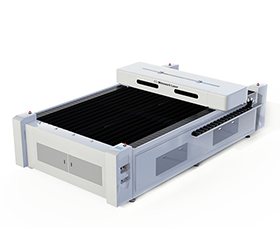
Maskinanbefalinger for laserskjæring av akryl- og trekart

| Dimensjon | Evaluering |
|---|---|
| Skjæreområde | 1300 × 900 mm, stort nok til å arrangere flere kart på ett ark. |
| Flere kart på ett ark | Svært passende; effektiv nesting med programvare sparer materiale. |
| Fart | Base 400 mm/s oppfyller vanlige skjærebehov; oppgradert til 2000 mm/s for ekstremt rask gravering. |
| Utvidbarhet | Rike alternativer, inkludert kraft, autofokus, hybridskjæring og tilpassede størrelser – klar for mer komplekse kartprosjekter i fremtiden. |
| Dimensjon | Evaluering |
|---|---|
| Skjæreområde | 1300 × 2500 mm – ekstra stor, har enkel plass til flere kartoppsett på ett ark. |
| Flere kart på ett ark | Ideelt – effektiv nesting med programvare, svært høy materialutnyttelse. |
| Fart | Skjæring 600 mm/s, gravering 1000 mm/s, pluss høy akselerasjon – produktiviteten overgår standardmaskiner langt. |
| Utvidbarhet | CCD-kantfinning, hybridlaserhode, autofokus, kraftige alternativer – klar for de mest komplekse kartprosjektene. |
Denne videoen introduserer hvordan man bruker enCO₂-lasergravørå laserskjære og gravereakryl, og lager produkter som LED-skjermer, modeller og reklameskilt. Den demonstrerer prosessen med å lage en salgbar akryl-LED-skjerm. I tillegg kan maskinen også behandle andre ikke-metalliske materialer somtre, plast, filt og skum— én maskin kan dekke både spesialtilpassede og masseproduksjonsbehov.
Hvis du er usikker på om materialet ditt kan skjæres av maskinen vår, er du velkommen til å kontakte oss.
Vanlige spørsmål
A:Lett sverting på trekantene er normalt (forårsaket av høytemperaturkarbonisering). For å redusere dette: 1. Slå påluftassistanseå blåse bort røyk; ② påførmaskeringstapepå platen før kutting; ③ øk skjærehastigheten og senk effekten litt. Etter kutting vil lett sliping med 400-korns sandpapir fjerne de fleste brennmerkene.
A:Minimumsbredden på graveringslinjen er begrenset av laserpunktstørrelsen (vanligvis 0,1–0,2 mm). Hvis designet ditt har linjer som er tynnere enn 0,1 mm, øk strekbredden til 0,2–0,3 mm i vektorprogramvaren din. Bruk av høyere DPI (f.eks. 400–600) forbedrer også graveringsklarheten.
A:① Bruktrevoksolje or klar lakketter ferdigstillelse for å forsegle mot fuktighet og smuss; ② unngå direkte sollys og fuktige miljøer; ③ fest enbakplate(f.eks. tynn aluminiumsplate eller stiv papp) for å forhindre vridning; ④ for kart med flere lag, sørg for at hvert kryssfinerlag er helt tørt før liming.
A:Tre vanlige metoder: ① legg til2–4 justeringshull(f.eks. 3 mm diameter) på samme posisjon på hvert lag, og bruk deretter stenger til å justere dem; ② bruk «array/copy»-funksjonen i laserprogramvaren din slik at alle lag deler nøyaktig samme ytre kontur; ③ start fra det nederste laget og lim hvert lag manuelt mens du trykker, slik at limet stivner før du legger til neste lag.

Har du andre spørsmål om laserskjærekartet?
Publisert: 15. juni 2026