
Szczegółowy opis parametrów spawania laserowego urządzenia spawalniczego
Spawanie laserowe to precyzyjna i wydajna metoda łączenia materiałów, zwłaszcza metali.
Zrozumienie parametrów spawania jest kluczowe dla osiągnięcia optymalnych rezultatów.
W tym artykule omówiono podstawowe zasady i parametry, które mają wpływ na skuteczność spawania laserowego, w tym grubość materiału, średnicę drutu, ustawienia mocy i inne.
Kluczowe zasady spawania laserowego
1. Grubość materiału i średnica drutu:
o Podczas spawania grubszych materiałów konieczne jest użycie grubszego drutu spawalniczego i ustawienie wyższej mocy.
Z kolei w przypadku cieńszych materiałów odpowiedni jest cieńszy drut spawalniczy i mniejsza moc.
o Na przykład, jeśli grubość materiału wzrasta, średnica drutu również powinna proporcjonalnie wzrosnąć, a moc powinna zostać zwiększona przy jednoczesnym zmniejszeniu prędkości podawania drutu.
Dzięki temu zapewniona jest wystarczająca ilość energii wnikającej w materiał, aby wykonać solidną spoinę.
2. Ustawienia mocy i wygląd spoiny:
o Ustawienie mocy ma bezpośredni wpływ na wygląd spoiny.
Niższa moc skutkuje bielszą powierzchnią spoiny, natomiast wyższa moc skutkuje ciemniejszą, bardziej kolorową spoiną.
W miarę zwiększania mocy, spoina może również zmienić kolor z wielokolorowego na przeważnie czarny, co wskazuje na to, że spoina powstaje z jednej strony.
o Cecha ta ma kluczowe znaczenie dla oceny jakości spoiny i zapewnienia, że spełnia ona wymagane standardy.
3. Wybór średnicy drutu:
o Wybór odpowiedniej średnicy drutu jest kluczowy.
Średnica drutu spawalniczego nie powinna przekraczać grubości materiału, a najlepiej, aby była grubsza od materiału bazowego.
Wybór ten ma istotny wpływ na grubość spoiny.
o Grubszy drut może zapewnić trwalszą spoinę, natomiast zbyt cienki drut może skutkować niewystarczającym spoiwem i słabszym połączeniem.
4. Średnica drutu spawalniczego i szerokość skanowania:
o Średnica drutu spawalniczego ma również wpływ na szerokość skanowania wiązki laserowej.
Cieńszy drut będzie wymagał mniejszej szerokości skanowania, co może być korzystne w przypadku precyzyjnych zastosowań spawalniczych, w których wymagane są drobne szczegóły.
o Dzięki takiemu połączeniu można lepiej kontrolować ilość dostarczanego ciepła i zapewnić skupienie spoiny na żądanym obszarze, minimalizując potencjalne uszkodzenia otaczającego materiału.
Chcesz poznać więcej szczegółów?
O spawaniu laserowym?
Czynniki zewnętrzne wpływające na parametry spawania
Należy pamiętać, że różne czynniki zewnętrzne, takie jak gaz osłonowy i warunki środowiskowe, mogą znacząco wpływać na proces spawania.
Dlatego wskazane jest dostosowywanie parametrów spawania na podstawie rzeczywistych warunków.
• Gaz osłonowy: Rodzaj i natężenie przepływu gazu osłonowego mogą mieć wpływ na jakość i wygląd spoiny.
Właściwe pokrycie gazem może zapobiec utlenianiu i poprawić ogólny efekt wykończenia.
• Warunki środowiskowe: Czynniki takie jak temperatura, wilgotność i przepływ powietrza mogą mieć wpływ na wydajność urządzenia do spawania laserowego i właściwości spoiny.
Jakieś inne informacje na temat spawarki laserowej?
Spawanie laserowe stali węglowej
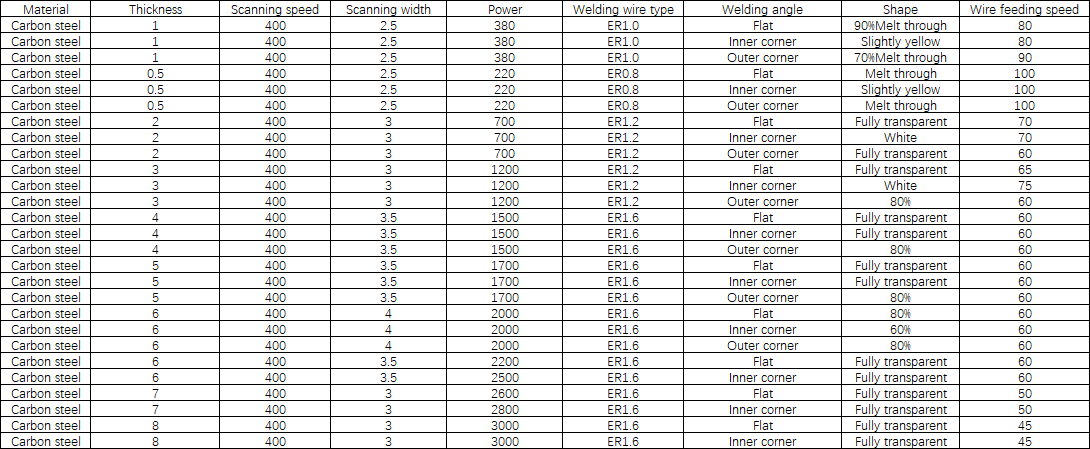
Uwaga: Ze względu na wpływ warstwy cynku na blachę ocynkowaną, moc blachy ocynkowanej może być odpowiednio obniżona
Ręczne spawanie laserowe stali nierdzewnej
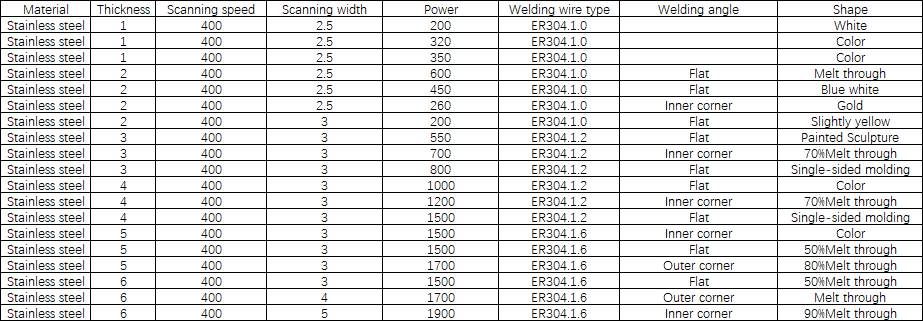
Uwagi: moc referencyjna stali nierdzewnej 3000 W, stal węglowa
Nie wiesz jak wybrać maszynę laserową?
Możemy pomóc!
Od angażujących filmów do artykułów informacyjnych
Jak korzystać z ręcznej spawarki laserowej | Samouczek dla początkujących



Czas publikacji: 06-01-2025