
Guia de gravação a laser 3D em madeira: como obter efeitos 3D com uma gravadora a laser de CO2
O que é gravação a laser 3D em madeira?
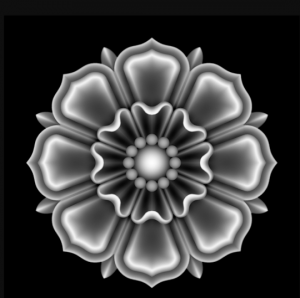
A gravação a laser 3D em madeira é uma tecnologia que utiliza um feixe de laser de alta energia para criar efeitos tridimensionais na superfície ou no interior da madeira. Controlando com precisão a potência, a velocidade e a posição do foco do laser, é possível "esculpir" relevos com profundidade e camadas na madeira, transformando imagens planas (como fotos ou imagens em tons de cinza) em obras de arte tridimensionais realistas.


Existem diferenças essenciais entre a gravação a laser em relevo 3D e a gravação a laser 2D em geral: a gravação a laser em relevo 3D baseia-se em mapas de tons de cinza ou mapas de altura, utilizando a variação da potência do laser em tempo real para gravar gradientes de profundidade suaves na superfície do material, produzindo assim camadas côncavas-convexas tridimensionais e uma textura escultural. Em contraste, a gravação a laser 2D utiliza potência constante do laser para gravar marcas de uma única profundidade, representando apenas linhas, texto ou gráficos planos. Embora seja rápida e de baixo custo, carece de gradação de profundidade e perspectiva, sendo utilizada principalmente para logotipos de produtos, números de série e outras tarefas práticas de marcação.
Por que escolher o laser de CO2 para gravação a laser 3D em madeira?
Alta eficiência de absorção e precisãoO comprimento de onda de um laser de CO₂ (10,6 μm) é perfeitamente compatível com a estrutura molecular da madeira, permitindo que a energia seja absorvida de forma eficiente em vez de refletida. Ao usar uma gravadora a laser de CO₂ para madeira, essa alta eficiência se traduz em resultados limpos e precisos. Combinada com um sistema de movimento de alta precisão, a precisão da usinagem pode facilmente atingir 0,02 mm ou até mais, o que é essencial para projetos complexos de gravação a laser 3D em madeira.
Efeito 3D superior e compatibilidade de materiaisO processamento de madeira com laser de CO₂ é essencialmente um processo de "vaporização" controlada. Lasers de CO₂ de alta potência conseguem atingir maior profundidade de gravação e camadas de textura mais ricas, tornando-os a primeira escolha para a criação de efeitos tridimensionais. Além disso, os lasers de CO₂ podem processar quase todos os tipos comuns de madeira, tanto macias quanto duras.
Capacidade e eficiência de corteOs lasers de CO₂ não são apenas excelentes para gravações de alta precisão, mas também para cortes, especialmente em placas de madeira ou peças com mais de 6 mm de espessura. Na produção em lote de gravações 3D em madeira, a alta velocidade de processamento reduz significativamente o tempo de produção.
Equilíbrio entre tecnologia e custoA tecnologia de laser de CO₂ é madura, oferece uma ampla gama de opções e abrange diversos cenários de aplicação. O preço do equipamento é geralmente mais econômico do que o de um laser de fibra ou UV de potência comparável. Em termos de compatibilidade de materiais e resultados, também é significativamente melhor do que os lasers de diodo de nível básico.
Qual a melhor madeira para gravação a laser 3D?
| Tipo de madeira | Principais vantagens | Ideal para | Precauções |
|---|---|---|---|
| Tília | Textura uniforme e fina; dureza moderada; muito fácil de usar, não queima com facilidade; ideal para iniciantes. | Retratos detalhados, relevos de animais de estimação, modelos, pequenos trabalhos manuais. | Evite o uso excessivo de potência, caso contrário, detalhes finos podem se perder; recomenda-se um lixamento leve após a gravação. |
| Bordo | Cor clara, alta densidade; excelente contraste, gravura nítida e precisa como um desenho a tinta. | Texto de alta nitidez, logotipos, gravuras fotográficas | Densidades mais elevadas exigem um aumento moderado de potência; assegure uma ventilação adequada para evitar resíduos na superfície. |
| Cereja | Tom avermelhado quente; a gravação escurece naturalmente com o tempo; aparência sofisticada, profundidade uniforme. | Presentes sofisticados, placas de premiação, decoração para casa | A alteração natural da cor após a gravação deve ser considerada; teste a velocidade/potência para evitar queima excessiva. |
| Compensado de bétula | Superfície plana, estável, excelente custo-benefício, ideal para produção em lote. | Placas, porta-copos, modelos, produtos que precisam de consistência. | Verifique se há camadas internas de cola; cola com baixo teor de formaldeído garante cortes mais limpos; use ar comprimido para reduzir a carbonização. |
| Nogueira-preta | Excelente efeito de relevo 3D, especialmente para topografias/paisagens. | Peças de arte, trabalhos personalizados de alta qualidade, projetos em estilo vintage | Madeira escura pode reduzir o contraste; mais passagens ou maior potência são necessárias para obter relevo 3D profundo; caro, teste primeiro |
Parâmetros recomendados para gravação a laser 3D em madeira
Poder– Determina a profundidade e a intensidade da gravação. Para imagens de alta qualidade,baixa potência (ex: 15–25%)Muitas vezes, uma potência excessiva é suficiente para vaporizar a superfície da madeira. Potência excessiva causa queimaduras e perda de detalhes.
Velocidade– Afeta o tempo que o laser permanece sobre o material.Alta velocidade (ex: 300–600 mm/s)É para gravuras rasas e finas.Baixa velocidade (ex: 200–300 mm/s)É para gravação 3D profunda, mas deve ser combinada com assistência de ar para evitar combustão.
Frequência (PPI)– Qual a densidade com que os pulsos de laser são emitidos.Frequência mais baixaProduz gravações mais profundas, o que é benéfico para trabalhos em 3D.
DPI– Determina o nível de detalhe na gravação raster. Para gravação fotorrealista, defina entre300–600 DPI.
| Meta | Tipo de madeira | Grossura | Poder (%) | Velocidade (mm/s) |
|---|---|---|---|---|
| Foto/padrão de alta qualidade | Tília / Bordo | 3 mm | 30–40% | 550–650 |
| Foto/padrão de alta qualidade | Nogueira / Cerejeira | 5 mm | 40–50% | 450–550 |
| Relevo 3D profundo | Nogueira / Carvalho | 5–6 mm | 65–75% | 200–300 |
| Relevo 3D profundo | Compensado de bétula | 3 mm | 55–65% | 250–350 |
| Referência geral | A maioria das madeiras de cor clara | – | 50–70% | 300–500 |
Preparação para gravação a laser 3D em madeira
Selecionar e preparar a madeira
- Escolha madeira adequada paraMáquina de gravação a laser para madeira
- Superfície plana, seca e livre de poeira
- Lixe levemente e limpe.
Preparar imagem em tons de cinza
- Converter para escala de cinza (Photoshop / GIMP / LightBurn)
- Ajuste o contraste para obter uma gama tonal nítida.
- Aplicar dithering (Floyd‑Steinberg)
- Defina 300–600 DPI paragravação a laser 3D
Configurar gravador a laser
- UsarGravadora a laser de CO2 para madeira(40W–100W)
- Limpar lentes e espelhos
- Ligue o exaustor + assistência de ar (tecla para profundidade)
- Use óculos de segurança.
Segurança e foco
- Fixe a madeira plana na cama (fita adesiva/grampos)
- Defina o foco preciso na superfície.
- Ligeiro desfoque para um alívio mais profundo.
Parâmetros de teste e resultados
- Sempre teste primeiro em um pedaço de material de descarte.
- Início: 50–70% de potência, 300–500 mm/s (40–60 W CO₂)
- Importar escala de cinza → “Modo 3D”
- Verifique os limites da gravação.
Passos práticos para gravação a laser 3D em madeira
Passos práticos para gravação a laser 3D em madeira
- Ligar e posicionar– Ligue o laser e o sistema de exaustão; fixe a madeira na base e ajuste o foco.
- Arquivo de importação– Abra a imagem em tons de cinza no seu software de laser e selecione “modo 3D” ou “mapeamento em tons de cinza”.
- Executar gravação– Clique em “Moldura” para pré-visualizar a área de gravação e, em seguida, pressione “Iniciar”. Permaneça próximo à máquina o tempo todo.
- Passes múltiplos (opcional)– Para um relevo mais profundo, configure 2 a 3 passagens repetidas no software.
- Remova a peça finalizada– Após a gravação, limpe delicadamente a fuligem com uma escova macia ou um pano úmido e, em seguida, retire a madeira.
- Desligamento e limpeza– Desligue a impressora, limpe a lente com álcool e lenço de papel para lentes e remova os resíduos da área de trabalho.
Não sabe como operar a gravação a laser 3D em madeira? Assista a este vídeo para aprender mais.
Uma coleção completa de peças artesanais em madeira gravadas a laser. Clique para saber mais.
Máquinas recomendadas para gravação a laser 3D em madeira.

Gravador e marcador a laser Galvo 40
| Aspecto | Desempenho específico (com base nos materiais fornecidos) | Avaliação/Adequação para Pequenos Objetos Decorativos |
|---|---|---|
| Velocidade de gravação | foco dinâmico 3D Área de trabalho máxima de até 400×400 mm, digitalização rápida. | ✓ Muito rápido– Ideal para produção em lote de pequenos itens decorativos (pingentes, chaveiros, broches). Resposta rápida a pedidos personalizados e em lote. |
| Efeito de alívio |
| ✓ Alcança qualidade artesanal– Detalhes finos, textura côncava-convexa nítida. Adequado para gravações fotográficas em madeira, placas comemorativas e tampas de caixas de joias. |
Além da gravação a laser 3D em madeira, também oferecemos projetos de corte a laser. Se tiver interesse, clique abaixo.
Perguntas frequentes
A:Sim, usando mapeamento em tons de cinza e potência variável do laser para criar profundidade, produzindo efeitos de relevo semelhantes a 3D em materiais como madeira e acrílico.
A:Não, uma impressora 3D padrão (FDM) adiciona material, enquanto a gravação a laser remove material. No entanto, algumas máquinas híbridas (por exemplo, Bambu Lab H2D) incluem um módulo a laser para gravação.
A:Sim, o LightBurn suporta gravação 3D através do seu modo "Potência Variável", que lê imagens em tons de cinza para ajustar a potência do laser e criar profundidade.
A:O laser 2D grava em profundidade constante (ligado/desligado binário), enquanto o laser 3D varia a potência para produzir múltiplos níveis de profundidade, criando relevo e sombreamento.

Tem alguma dúvida sobre gravação a laser 3D em madeira? Entre em contato conosco.
Data da publicação: 05/06/2026