
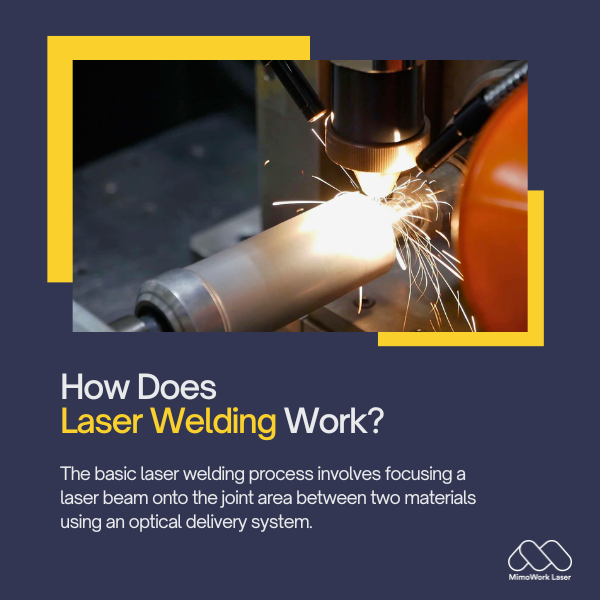
Основной процесс лазерной сварки включает в себя фокусировку лазерного луча на зону соединения двух материалов с помощью оптической системы доставки. При контакте луча с материалами он передает свою энергию, быстро нагревая и плавя небольшой участок.
Содержание
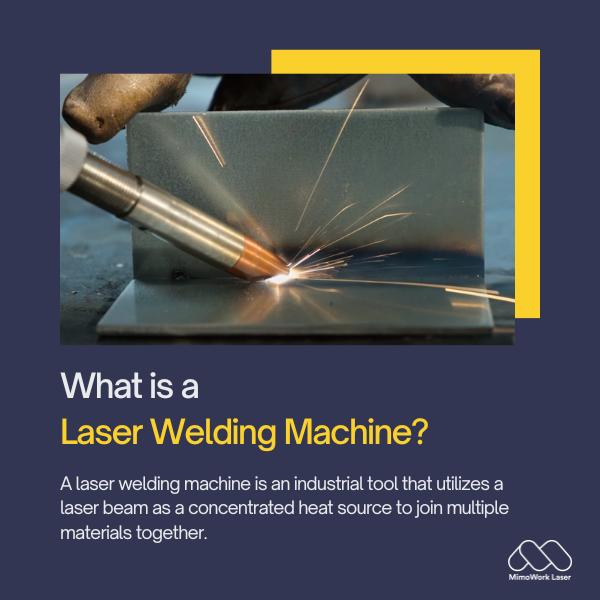
1. Что такое лазерный сварочный аппарат?
Аппарат лазерной сварки — это промышленное устройство, использующее лазерный луч в качестве концентрированного источника тепла для соединения нескольких материалов.
К основным характеристикам лазерных сварочных аппаратов относятся:
1. Источник лазерного излучения:В большинстве современных лазерных сварочных аппаратов используются твердотельные лазерные диоды, которые генерируют мощный лазерный луч в инфракрасном спектре. К распространенным источникам лазерного излучения относятся CO2-лазеры, волоконные лазеры и диодные лазеры.
2. Оптика:Лазерный луч проходит через ряд оптических компонентов, таких как зеркала, линзы и сопла, которые фокусируют и направляют луч в зону сварки с высокой точностью. Телескопические манипуляторы или портальные конструкции позиционируют луч.
3. Автоматизация:Многие лазерные сварочные аппараты оснащены системой числового программного управления (ЧПУ) и робототехникой для автоматизации сложных сварочных работ и процессов. Программируемые траектории и датчики обратной связи обеспечивают точность.
4. Мониторинг процесса:Встроенные камеры, спектрометры и другие датчики контролируют процесс сварки в режиме реального времени. Любые проблемы с выравниванием луча, проплавлением или качеством могут быть быстро обнаружены и устранены.
5. Блокировки безопасности:Защитные корпуса, дверцы и кнопки аварийной остановки защищают операторов от мощного лазерного луча. Блокировки отключают лазер в случае нарушения правил техники безопасности.
Таким образом, вкратце, лазерный сварочный аппарат — это управляемый компьютером промышленный прецизионный инструмент, использующий сфокусированный лазерный луч для автоматизированной и воспроизводимой сварки.
2. Как работает лазерная сварка?
К ключевым этапам процесса лазерной сварки относятся:
1. Генерация лазерного луча:Твердотельный лазерный диод или другой источник излучает инфракрасный луч.
2. Доставка пучка: Зеркала, линзы и сопло точно фокусируют луч в узкой точке на обрабатываемой детали.
3. Нагрев материала:Луч быстро нагревает материал, достигая плотности, приближающейся к 10⁶ Вт/см².
4. Плавление и соединение:В месте сплавления материалов образуется небольшая расплавленная ванна. По мере затвердевания ванны формируется сварной шов.
5. Охлаждение и повторное затвердевание: Зона сварки охлаждается с высокой скоростью, превышающей 104 °C/секунду, образуя мелкозернистую, упрочненную микроструктуру.
6. Прогресс:Балка перемещается или детали переставляются, и процесс повторяется для завершения сварного шва. Также может использоваться инертный защитный газ.
Таким образом, вкратце, лазерная сварка использует интенсивно сфокусированный лазерный луч и контролируемые термические циклы для получения высококачественных сварных швов с низкой зоной термического воздействия.
Мы предоставили полезную информацию о лазерных сварочных аппаратах.
А также индивидуальные решения для вашего бизнеса.
3. Лазерная сварка лучше, чем MIG-сварка?
При сравнении с традиционными процессами сварки в среде инертного газа (MIG)...
Лазерная сварка обладает рядом преимуществ:
1. Точность: Лазерные лучи можно сфокусировать в крошечное пятно размером 0,1–1 мм, что позволяет выполнять очень точную и повторяемую сварку. Это идеально подходит для небольших деталей с высокой точностью.
2. Скорость:Скорость лазерной сварки значительно выше, чем у MIG-сварки, особенно при работе с тонкими заготовками. Это повышает производительность и сокращает время цикла.

3. Качество:Концентрированный источник тепла обеспечивает минимальную деформацию и узкие зоны термического воздействия. Это приводит к получению прочных и высококачественных сварных швов.
4. Автоматизация:Лазерная сварка легко автоматизируется с помощью робототехники и станков с ЧПУ. Это позволяет создавать сложные узоры и обеспечивает более высокую точность по сравнению с ручной MIG-сваркой.
5. Материалы:Лазеры позволяют соединять множество комбинаций материалов, включая многокомпонентные и разнородные металлические сварные швы.
Однако, MIG-сварка имеетнекоторые преимуществапо сравнению с лазером в других областях применения:
1. Стоимость:Оборудование для MIG-сварки имеет более низкую первоначальную стоимость инвестиций, чем лазерные системы.
2. Более толстые материалы:Сварка MIG лучше подходит для сварки более толстых стальных профилей толщиной более 3 мм, где поглощение лазерного излучения может быть проблематичным.
3. Защитный газ:В MIG-сварке для защиты зоны сварки используется инертный газ, тогда как в лазерной сварке часто применяется герметичный луч.
Таким образом, в заключение можно сказать, что лазерная сварка, как правило, предпочтительнее дляточность, автоматизация и качество сварки.
Однако MIG-сварка остается конкурентоспособной в производстве...более толстые щупы при ограниченном бюджете.
Выбор оптимального процесса зависит от конкретной задачи сварки и требований к детали.
4. Лазерная сварка лучше, чем аргонодуговая сварка (TIG)?
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это ручной, требующий художественного мастерства процесс, позволяющий получать превосходные результаты при сварке тонких материалов.
Однако лазерная сварка имеет некоторые преимущества перед TIG-сваркой:
1. Скорость:Лазерная сварка значительно быстрее, чем TIG-сварка, в производственных условиях благодаря автоматизированной точности. Это повышает производительность.
2. Точность:Сфокусированный лазерный луч обеспечивает точность позиционирования до сотых долей миллиметра. Это недостижимо для человеческой руки при TIG-сварке.

3. Контроль:Технологические параметры, такие как подвод тепла и геометрия сварного шва, строго контролируются с помощью лазера, обеспечивая стабильные результаты от партии к партии.
4. Материалы:Сварка TIG лучше всего подходит для тонких проводящих материалов, в то время как лазерная сварка открывает более широкий спектр возможностей для сочетания различных материалов.
5. Автоматизация: Роботизированные лазерные системы позволяют полностью автоматизировать сварку без усталости, в то время как TIG-сварка, как правило, требует полного внимания и опыта оператора.
Однако TIG-сварка сохраняет свои преимущества длятонкостенная прецизионная обработка или сварка сплавовгде необходимо тщательно регулировать подвод тепла. В таких случаях ценен опыт квалифицированного специалиста.
5. В чем недостаток лазерной сварки?
Как и любой промышленный процесс, лазерная сварка имеет некоторые потенциальные недостатки, которые следует учитывать:
1. Стоимость: Несмотря на снижение стоимости, мощные лазерные системы требуют значительных капиталовложений по сравнению с другими методами сварки.
2. Расходные материалы:Газовые форсунки и оптические элементы со временем изнашиваются и требуют замены, что увеличивает стоимость эксплуатации.
3. Безопасность:Для предотвращения воздействия высокоинтенсивного лазерного луча необходимы строгие протоколы и закрытые защитные кожухи.
4. Обучение:Операторам необходимо пройти обучение для безопасной работы и надлежащего обслуживания оборудования для лазерной сварки.

5. Прямая видимость:Лазерный луч распространяется по прямым линиям, поэтому для сложных геометрических форм может потребоваться использование нескольких лучей или изменение положения заготовки.
6. Поглощающая способность:Некоторые материалы, такие как толстая сталь или алюминий, трудно сваривать, если они неэффективно поглощают определенную длину волны лазера.
Однако при соблюдении надлежащих мер предосторожности, обучении и оптимизации процесса лазерная сварка обеспечивает преимущества в производительности, точности и качестве для многих промышленных применений.
6. Нужен ли газ для лазерной сварки?
В отличие от сварки в защитной газовой среде, лазерная сварка не требует использования инертного защитного газа, протекающего над зоной сварки. Это объясняется следующими причинами:
1. Сфокусированный лазерный луч распространяется в воздухе, создавая небольшую высокоэнергетическую сварочную ванну, которая расплавляет и соединяет материалы.
2. Окружающий воздух не ионизирован, как газоплазменная дуга, и не препятствует образованию луча или сварного шва.
3. Сварной шов затвердевает настолько быстро из-за концентрированного тепла, что образуется до того, как на поверхности успеют образоваться оксиды.

Однако в некоторых специализированных областях лазерной сварки использование вспомогательного газа все же может быть полезным:
1. В случае реактивных металлов, таких как алюминий, газ защищает горячую сварочную ванну от кислорода из воздуха.
2. При работе с мощным лазером газ стабилизирует плазменный факел, образующийся во время сварки с глубоким проплавлением.
3. Газовые струи удаляют пары и мусор, обеспечивая лучшее прохождение луча по загрязненным или окрашенным поверхностям.
Таким образом, подводя итог, инертный газ, хотя и не является строго необходимым, может обеспечить преимущества для некоторых сложных задач лазерной сварки или при работе с определенными материалами. Однако зачастую процесс может протекать успешно и без него.
Практически все металлы поддаются лазерной сварке, включаясталь, алюминий, титан, никелевые сплавы и многое другое.
Возможны даже комбинации разнородных металлов. Ключевой момент в том, что онидолжен эффективно поглощать длину волны лазера..
Листы толщиной всегоот 0,1 мм до 25 мм толщинойКак правило, лазерная сварка возможна, в зависимости от конкретного применения и мощности лазера.
Для более толстых участков может потребоваться многопроходная сварка или специальная оптика.
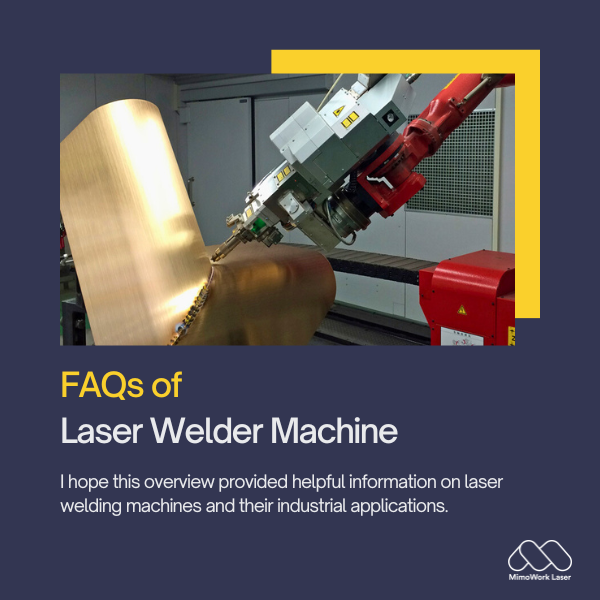
Безусловно. Роботизированные лазерные сварочные ячейки широко используются в высокоскоростных автоматизированных производственных средах, например, в автомобилестроении.
Достижимая производительность составляет несколько метров в минуту.
Типичные области применения лазерной сварки можно найти вавтомобильная промышленность, электроника, медицинские приборы, аэрокосмическая промышленность, производство инструментов и штампов, а также производство мелких прецизионных деталей..
Технология заключается впостоянно расширяется в новые сектора.
К факторам, которые следует учитывать, относятся материал заготовки, ее размер/толщина, требуемая производительность, бюджет и необходимое качество сварки.
Надежные поставщики помогут подобрать подходящий тип лазера, мощность, оптику и средства автоматизации для вашего конкретного применения.
К типичным методам лазерной сварки относятся стыковая, нахлесточная, угловая, пробивная и наплавочная сварка.
В области ремонта и прототипирования также появляются инновационные методы, такие как лазерное аддитивное производство.
Да, лазерная сварка хорошо подходит для высокоточного ремонта дорогостоящих компонентов.
Концентрированный подвод тепла сводит к минимуму дополнительное повреждение основных материалов во время ремонта.
Хотите начать работу с лазерным сварочным аппаратом?
Почему бы не рассмотреть нашу кандидатуру?

Дата публикации: 12 февраля 2024 г.