
Подробное описание параметров сварки на лазерном сварочном аппарате.
Лазерная сварка — это точный и эффективный метод соединения материалов, особенно металлов.
Понимание параметров сварки имеет решающее значение для достижения оптимальных результатов.
В данной статье изложены основные принципы и параметры, влияющие на эффективность лазерной сварки, включая толщину материала, диаметр проволоки, настройки мощности и многое другое.
Основные принципы лазерной сварки
1. Толщина материала и диаметр проволоки:
При сварке более толстых материалов необходимо использовать более толстую сварочную проволоку и более высокую мощность.
И наоборот, для более тонких материалов подходит более тонкая сварочная проволока и меньшая мощность.
Например, если толщина материала увеличивается, диаметр проволоки также должен пропорционально увеличиваться, а мощность следует регулировать таким образом, чтобы она была выше, при этом скорость подачи проволоки должна быть снижена.
Это гарантирует проникновение достаточного количества энергии в материал для образования прочного сварного шва.
2. Настройки мощности и внешний вид сварки:
o Настройка мощности напрямую влияет на внешний вид сварного шва.
При меньшей мощности сварной шов обычно получается более светлая поверхность, тогда как при большей мощности — более темный, насыщенный цветом шов.
С увеличением мощности сварной шов может также менять свой многоцветный вид на преимущественно черный, что указывает на формирование шва с одной стороны.
Эта характеристика имеет решающее значение для оценки качества сварного шва и обеспечения его соответствия требуемым стандартам.
3. Выбор диаметра провода:
Выбор подходящего диаметра проволоки имеет решающее значение.
Диаметр сварочной проволоки не должен превышать толщину материала, и в идеале она должна быть толще основного материала.
Этот параметр существенно влияет на полноту сварного шва.
Более толстая проволока может способствовать более прочному сварному шву, в то время как слишком тонкая проволока может привести к недостаточному проплавлению и более слабому соединению.
4. Диаметр сварочной проволоки и ширина сканирования:
Диаметр сварочной проволоки также влияет на ширину сканирования лазерного луча.
Использование более тонкой проволоки потребует меньшей ширины сканирования, что может быть выгодно для высокоточной сварки, где требуются тонкие детали.
Такое соотношение позволяет лучше контролировать подвод тепла и обеспечивает фокусировку сварного шва на нужной области, минимизируя потенциальное повреждение окружающего материала.
Хотите узнать больше подробностей?
О лазерной сварке?
Внешние факторы, влияющие на параметры сварки
Важно отметить, что различные внешние факторы, такие как защитный газ и условия окружающей среды, могут существенно повлиять на процесс сварки.
Поэтому целесообразно корректировать параметры сварки в соответствии с реальными условиями.
• Защитный газ: Тип и скорость потока защитного газа могут влиять на качество и внешний вид сварного шва.
Правильное газовое покрытие может предотвратить окисление и улучшить общее качество отделки.
• Условия окружающей среды: Такие факторы, как температура, влажность и поток воздуха, могут влиять на производительность лазерного сварочного аппарата и свойства сварного шва.
Есть ли еще какая-либо информация о лазерном сварочном аппарате?
Лазерная сварка углеродистой стали
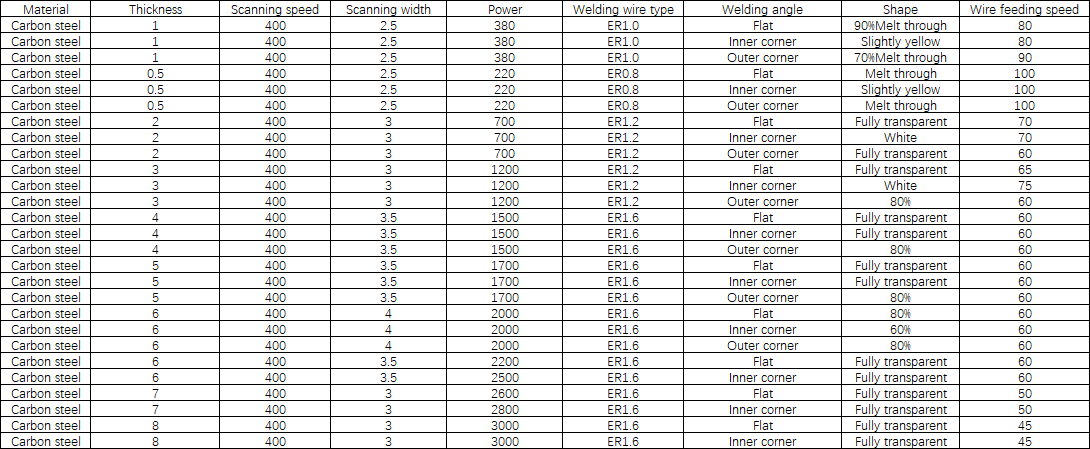
Примечание: Из-за влияния цинкового слоя оцинкованного листа прочность оцинкованного листа может быть соответствующим образом снижена.
Ручная лазерная сварка нержавеющей стали
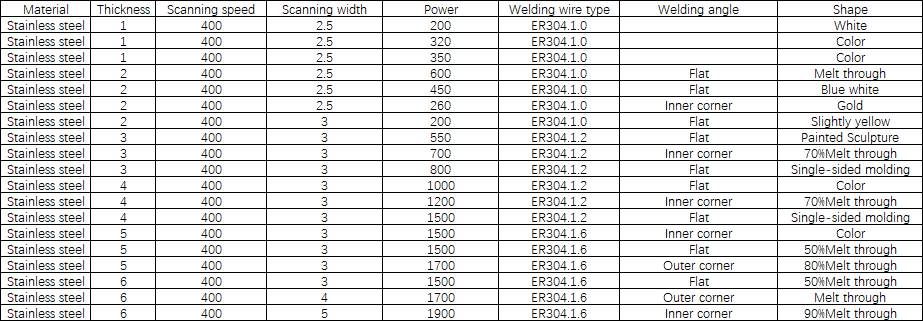
Примечания: 3000 Вт, нержавеющая сталь, эталон мощности, углеродистая сталь.
Не знаете, как выбрать лазерный станок?
Мы можем помочь!
От увлекательных видеороликов до информативных статей
Как пользоваться ручным лазерным сварочным аппаратом | Учебное пособие для начинающих



Дата публикации: 06.01.2025