
Podroben opis parametrov varjenja laserskega varilnega stroja
Lasersko varjenje je natančna in učinkovita metoda spajanja materialov, zlasti kovin.
Razumevanje varilnih parametrov je ključnega pomena za doseganje optimalnih rezultatov.
Ta članek opisuje bistvena načela in parametre, ki vplivajo na učinkovitost laserskega varjenja, vključno z debelino materiala, premerom žice, nastavitvami moči in drugimi.
Ključna načela laserskega varjenja
1. Debelina materiala in premer žice:
o Pri varjenju debelejših materialov je nujno uporabiti debelejšo varilno žico in višjo nastavitev moči.
Nasprotno pa sta za tanjše materiale primerna tanjša varilna žica in manjša moč.
o Na primer, če se debelina materiala poveča, se mora sorazmerno povečati tudi premer žice, moč pa je treba prilagoditi tako, da je večja, hkrati pa zmanjšati hitrost podajanja žice.
To zagotavlja, da v material prodre dovolj energije za trden zvar.
2. Nastavitve moči in videz varjenja:
o Nastavitev moči neposredno vpliva na videz zvara.
Nižja moč običajno ustvari bolj belo varjeno površino, medtem ko višja moč povzroči temnejši in bolj obarvan var.
Z naraščanjem moči lahko var preide iz večbarvnega videza v pretežno črno barvo, kar kaže na to, da var nastaja z ene strani.
o Ta lastnost je ključna za oceno kakovosti zvara in zagotavljanje, da izpolnjuje želene standarde.
3. Izbira premera žice:
o Izbira ustreznega premera žice je ključnega pomena.
Premer varilne žice ne sme presegati debeline materiala in idealno bi bilo, da je debelejša od osnovnega materiala.
Ta izbira pomembno vpliva na polnost zvarnega šiva.
o Debelejša žica lahko prispeva k robustnejšemu varu, medtem ko lahko pretanka žica povzroči nezadostno taljenje in šibkejši spoj.
4. Premer varilne žice in širina skeniranja:
o Premer varilne žice vpliva tudi na širino skeniranja laserskega žarka.
Tanjša žica zahteva ožjo širino skeniranja, kar je lahko prednost pri natančnem varjenju, kjer so potrebne fine podrobnosti.
o To razmerje omogoča boljši nadzor nad vnosom toplote in zagotavlja, da je var osredotočen na želeno območje, kar zmanjšuje morebitno poškodbo okoliškega materiala.
Želite izvedeti več podrobnosti
Glede laserskega varjenja?
Zunanji dejavniki, ki vplivajo na parametre varjenja
Pomembno je omeniti, da lahko različni zunanji dejavniki, kot sta zaščitni plin in okoljski pogoji, pomembno vplivajo na postopek varjenja.
Zato je priporočljivo prilagajati varilne parametre glede na dejanske pogoje.
• Zaščitni plin: Vrsta in pretok zaščitnega plina lahko vplivata na kakovost in videz varjenja.
Ustrezna pokritost s plinom lahko prepreči oksidacijo in izboljša celoten videz.
• Okoljski pogoji: Dejavniki, kot so temperatura, vlažnost in pretok zraka, lahko vplivajo na delovanje laserskega varilnega stroja in lastnosti zvara.
Kakšne druge informacije o laserskem varilnem aparatu?
Lasersko varjenje ogljikovega jekla
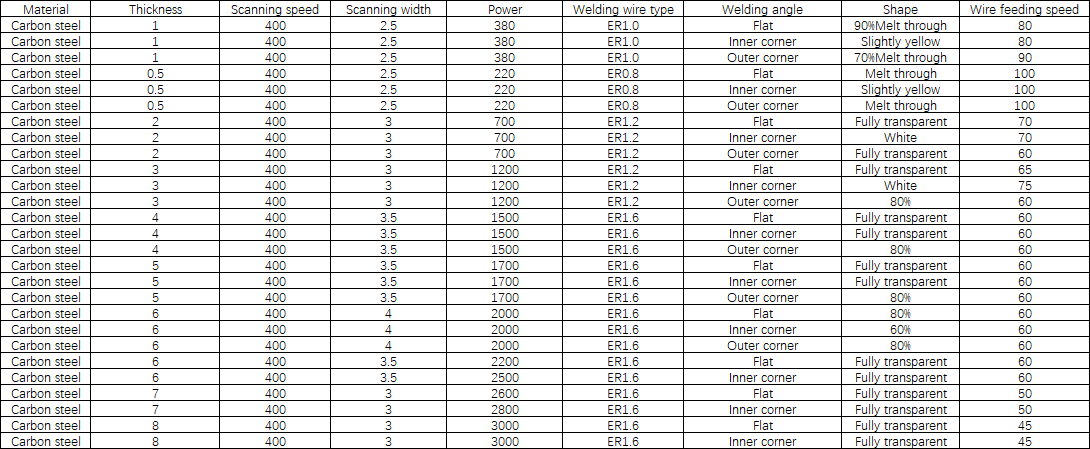
Opomba: Zaradi vpliva cinkove plasti pocinkane pločevine se lahko nosilnost pocinkane pločevine ustrezno zmanjša.
Ročno lasersko varjenje nerjavečega jekla
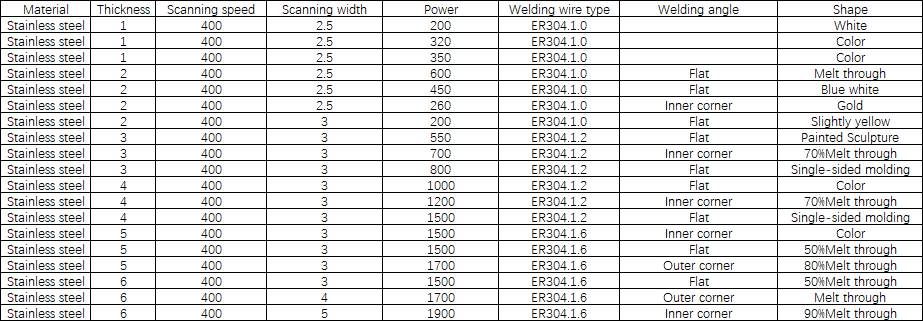
Opombe: 3000 W referenčna moč iz nerjavečega jekla, ogljikovo jeklo
Ne veste, kako izbrati laserski stroj?
Lahko vam pomagamo!
Od privlačnih videoposnetkov do informativnih člankov
Kako uporabljati ročni laserski varilni aparat | Vadnica za začetnike



Čas objave: 6. januar 2025