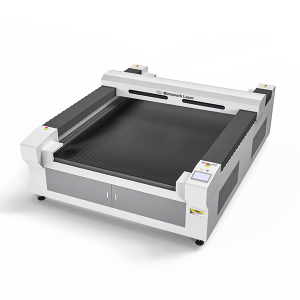
Industriel trælaserskærer til stort og tykt træ (op til 30 mm)
▶ Storformat laserskærer til træ
Tekniske data
| Arbejdsområde (B * L) | 1300 mm * 2500 mm (51” * 98,4”) |
| Software | Offline-software |
| Laserkraft | 150W/300W/450W |
| Laserkilde | CO2-glaslaserrør |
| Mekanisk styresystem | Kugleskrue- og servomotordrev |
| Arbejdsbord | Knivblad eller honningkage-arbejdsbord |
| Maksimal hastighed | 1~600 mm/s |
| Accelerationshastighed | 1000~3000 mm/s² |
| Positionsnøjagtighed | ≤±0,05 mm |
| Maskinstørrelse | 3800 * 1960 * 1210 mm |
| Driftsspænding | AC110-220V ± 10%, 50-60Hz |
| Køletilstand | Vandkøling og beskyttelsessystem |
| Arbejdsmiljø | Temperatur: 0—45 ℃ Luftfugtighed: 5%—95% |
| Pakkestørrelse | 3850 mm * 2050 mm * 1270 mm |
| Vægt | 1000 kg |
▷Funktioner ved 1325 laserskærer
Et kæmpe spring i produktivitet
◾ Stabil og fremragende skærekvalitet

Konstant optisk stidesign
Med den optimale optiske outputvejslængde kan den ensartede laserstråle på ethvert punkt i skærebordets område resultere i et jævnt snit gennem hele materialet, uanset tykkelsen. Takket være dette kan du få en bedre skæreeffekt for akryl eller træ end den halvt flyvende laservej.
◾ Høj effektivitet og præcision

Effektivt transmissionssystem
X-aksens præcisionsskruemodul og Y-aksens ensidige kugleskrue giver fremragende stabilitet og præcision til højhastighedsbevægelse af gantryen. Kombineret med servomotoren skaber transmissionssystemet en forholdsvis høj produktionseffektivitet.
◾ Holdbar og lang levetid
Stabil mekanisk struktur
Maskinkroppen er svejset med et 100 mm firkantrør og gennemgår vibrationsældning og naturlig ældningsbehandling. Gantry og skærehoved er fremstillet af integreret aluminium. Den samlede konfiguration sikrer en stabil driftstilstand.

◾ Højhastighedsbehandling

Høj hastighed på skæring og gravering
Vores 1300*2500 mm laserskærer kan opnå en graveringshastighed på 1-60.000 mm/min og en skærehastighed på 1-36.000 mm/min.
Samtidig er positionsnøjagtigheden også garanteret inden for 0,05 mm, så den kan skære og gravere 1x1 mm tal eller bogstaver uden problemer.
Hvorfor vælge MimoWork Laser
Sammenligning af 130250 lasermaskinedetaljer
|
| Andre producenters | MimoWork lasermaskine |
| Skærehastighed | 1-15.000 mm/min | 1-36.000 mm/min |
| Positionsnøjagtighed | ≤±0,2 mm | ≤±0,05 mm |
| Laserkraft | 80W/100W/130W/150W | 100W/130W/150W/300W/500W |
| Laserbane | Halvflyvende laserbane | Konstant optisk vej |
| Transmissionssystem | Transmissionsrem | Servomotor + kugleskrue |
| Køresystem | Trindriver | Servomotor |
| Kontrolsystem | Gammelt system, udsolgt | Nyt populært RDC-kontrolsystem |
| Valgfri elektrisk design | No | CE/UL/CSA |
| Hoveddel | Traditionel svejsning af skrog | Forstærket bund, den overordnede struktur er svejset med 100 mm firkantrør og gennemgår vibrationsældning og naturlig ældningsbehandling. |
Prøver fra trælaserskærer
Egnede træmaterialer
MDF, Linde, Hvid Fyr, Elletræ, Kirsebær, Eg, Baltisk Birk Krydsfiner, Balsa, Kork, Cedertræ, Balsa, Massivt træ, Krydsfiner, Tømmer, Teak, Finer, Valnød, Hårdttræ, Lamineret træ og Multiplex
Brede anvendelser

Videoer | Hvad kan laserskæreren gøre for dig?
Lasergravering af foto på træ
Få en trælaserskærer til at forbedre din forretning
Nyd lasertræ-sjov!
▶ Storformat laserskærer til træ
Opgraderingsmuligheder, du kan vælge imellem
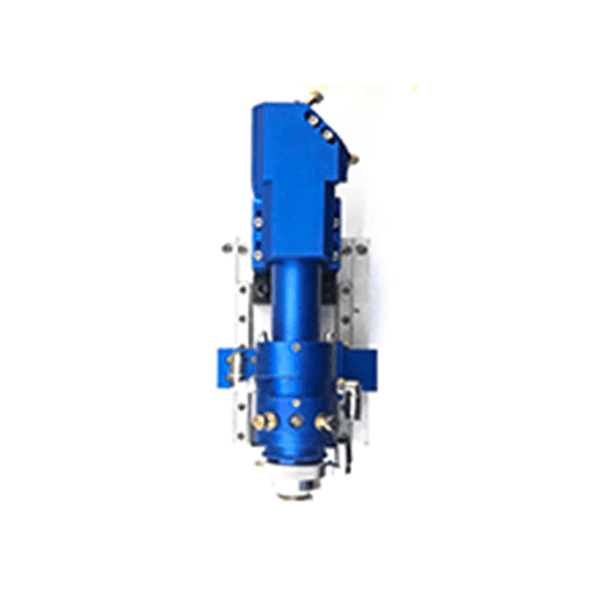
Blandet laserhoved
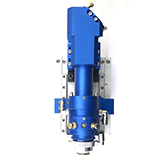
Autofokus

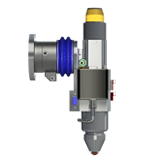
DeCCD-kamerakan genkende og placere mønsteret på den trykte akryl, hvilket hjælper laserskæreren med at opnå præcis skæring i høj kvalitet. Ethvert brugerdefineret grafisk design, der trykkes, kan fleksibelt bearbejdes langs omridset med det optiske system, hvilket spiller en vigtig rolle i reklamebranchen og andre brancher.
Relaterede spørgsmål: Du kunne være interesseret i
1. Kan jeg bruge alle typer træ til laserskæring, eller er der specifikke trætyper, der fungerer bedst?
2. Hvilken trætykkelse kan en CO2-laserskæremaskine håndtere effektivt?
Ja, sikkerhed er altafgørende, når man arbejder med lasere. Sørg for ordentlig ventilation på dit arbejdsområde for at fjerne dampe, der genereres under skæreprocessen. Brug altid passende personlige værnemidler (PPE), herunder sikkerhedsbriller. Sørg desuden for, at træet er fri for belægninger, finish eller kemikalier, der kan producere skadelige dampe, når de udsættes for laseren.
Træbearbejdning: CNC-routere VS laser
1. Fordele ved CNC-routere
Historisk set var en af de primære fordele ved at vælge en overfræser i modsætning til en laser dens evne til at opnå præcise skæredybder. En CNC-overfræser tilbyder bekvemmeligheden ved vertikale justeringer (langs Z-aksen), hvilket giver nem kontrol over snitdybden. Enklere sagt kan du justere fræserens højde for selektivt kun at fjerne en del af træets overflade.
2. Ulemper ved CNC-routere
Routere udmærker sig ved at håndtere gradvise kurver, men har begrænsninger, når det kommer tilskarpe vinklerDen præcision, de tilbyder, er begrænset af skærehovedets radius. Kort sagt,Snittets bredde svarer til selve borets størrelseDe mindste fræsere har typisk en radius på ca.1 mm.
Da overfræsere skærer gennem friktion, er det afgørende at forankre materialet sikkert til skærefladen. Uden korrekt fiksering kan overfræserens drejningsmoment resultere i, at materialet drejer eller forskyder sig pludseligt. Typisk fastgøres træ med klemmer. Men når en højhastighedsoverfræser påføres tæt fastspændt materiale, genereres der betydelig spænding. Denne spænding kan potentielt...vride eller beskadige træet, hvilket giver udfordringer ved skæring af meget tynde eller sarte materialer.

3. Fordele og ulemper ved laser

Ligesom automatiserede routere styres laserskærere af et CNC-system (Computer Numerical Control). Den grundlæggende forskel ligger dog i deres skæremetode.stol ikke på friktioni stedet skærer de igennem materialer ved hjælp afintens varmeEn højenergisk lysstråle brænder effektivt gennem træ i modsætning til den traditionelle udskærings- eller bearbejdningsproces.
Som tidligere nævnt bestemmes bredden af et snit af størrelsen på skæreværktøjet. Mens de mindste fræsere har en radius på lidt mindre end 1 mm, kan en laserstråle justeres til at have en radius så lille som0,1 mmDenne funktion muliggør fremstilling af ekstremt komplicerede snit medbemærkelsesværdig præcision.
Fordi laserskærere bruger en brændingsproces til at skære gennem træ, giver deusædvanligt skarpe og sprøde kanterSelvom denne afbrænding kan føre til en vis misfarvning, kan der træffes foranstaltninger for at forhindre uønskede afbrændingsmærker. Derudover forsegler afbrændingen kanterne og dermedminimering af udvidelse og sammentrækningaf det skårne træ.
Relateret lasermaskine

til laserskæring af træ og akryl
• Hurtig og præcis gravering af massive materialer
• Tovejs penetrationsdesign muliggør placering og skæring af ultralange materialer

til lasergravering af træ og akryl
• Let og kompakt design
• Nem at betjene for begyndere