
Kann man Polycarbonat mit dem Laser schneiden? Praktische Einstellungen und Tipps zum PC-Laserschneiden
Ja, man kann es laserschneiden.PolycarbonatAllerdings kommt es typischerweise zu Vergilbungen an den Rändern und einer beträchtlichen Menge an klebrigem Rauch. Durch die richtige Steuerung von Frequenz (PPI/Hz), Fokusposition und Hilfsgas lässt sich die Schnittqualität auf ein brauchbares Niveau verbessern.
Eines sollte man beachten: Wenn Sie gestochen scharfe Kanten erwarten wieAcrylDer PC erreicht dieses Ziel normalerweise nicht ohne Nachbearbeitung oder Materialwechsel.
Materialvergleich: Polycarbonat vs. Acryl
In der Fertigung verhält sich Polycarbonat ganz anders als Acryl.
• PC: robust und schlagfest, neigt jedoch unter Laserbestrahlung zum Schmelzen und Vergilben.
• Acryl: spröder, verdampft aber sauber und ergibt klare Kanten.
Als Faustregel gilt: PC für Funktionsteile, Acryl für optische Teile.
Beachten Sie außerdem, dass PC in verschiedenen Varianten erhältlich ist – beschichtet, UV-beständig, flammhemmend. Diese Versionen erfordern oft eine separate Parametereinstellung.
Häufige Probleme beim Laserschneiden von Polycarbonat

Vergilbung (Brandränder)
Dies ist das häufigste Problem und entsteht durch Wärmestau.
Die meisten Leute stellen zuerst die Leistung ein, aber die Frequenz (PPI) ist der entscheidende Faktor:
• Hohe Frequenz → stärkere Wärmeentwicklung → stärkere Vergilbung
• Niedrigere Frequenz → Kühlung zwischen den Impulsen → sauberere Flanken
Brennen / Absplittern
Üblicherweise verursacht durch:
• Falsche Fokusposition
• Zu viel Energie an einem Ort
Eine leichte Unschärfe kann die Kantenschärfe verbessern.
Rauchprobleme
Polycarbonat produziertklebriger RauchDas:
• Setzt sich auf den Linsen ab
• Verringert die Lasereffizienz
In einer Produktionsumgebung wirkt sich dies direkt auf die Betriebszeit und den Wartungsaufwand aus.
Praktische Startparameter

Hier sind praktische Ausgangspunkte für Testschnitte:
Im ersten Schritt werden 4–6 Testläufe durchgeführt und die Anpassungen anschließend vorgenommen.
| Dicke | Leistung | Geschwindigkeit (mm/s) | Frequenz (kHz) |
|---|---|---|---|
| 1 mm (0,04") | 40–60 W | 20–60 mm/s | 8–18 kHz |
| 2 mm (0,08") | 60–100 W | 10–30 mm/s | 5–10 kHz |
| 3 mm (0,12") | 80–150 W | 5–20 mm/s | 3–8 kHz |
Anpassungslogik
Ändere jeweils nur eine Sache:
1. Zu starke Verkohlung?Reduzieren Sie die Frequenz (kHz) und erhöhen Sie den Luft-/Stickstoffdruck.
2.Kommt nicht durch?Verlangsamen Sie um 10 % oder erhöhen Sie die Leistung um 5 %.
3.Der untere Rand sieht unordentlich aus?Fokussieren Sie 1–2 mm in das Material hinein.
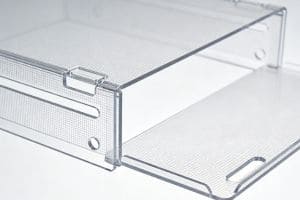
Präzisions-Laserschneiden für transparentes Polycarbonat
Erleben Sie unsere fortschrittliche Lasertechnologie in Aktion. Dieses Video zeigt, wie wir kristallklare, gratfreie Kanten an Polycarbonatplatten erzielen – von einfachen geraden Schnitten bis hin zu komplexen industriellen Geometrien. Sehen Sie die perfekte Balance aus Geschwindigkeit und Präzision, die für jedes Projekt erstklassige Ergebnisse garantiert.
Realitätscheck: Maschinenauswahl
Lassen Sie sich nicht von „ausgefallenen“ Optionen ablenken. So sieht die Realität in der Produktion aus:
-
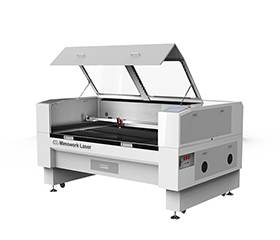
CO2Laser (80W–150W):Ihr wichtigstes Werkzeug. Es hat die Kraft, 1–5 mm dicke Bleche in Produktionsgeschwindigkeit zu durchstanzen.
-
UV-Laser:Ideal für Kaltschneiden, aber leistungsschwach. Außer beim Schneiden ultradünner Folien (<0,5 mm) ist es für den professionellen Einsatz zu langsam.
-
Faserlaser:Nicht für PC geeignet; die Absorptionsrate ist zu gering.
Sauberes Polycarbonat-Schneiden:Verringert das Vergilben der Schnittkanten und das Anschmelzen für stabilere Schnittergebnisse.
Optimierte Wärmeregulierung:Optimiert Leistung, Drehzahl und Frequenz, um die Wärmeentwicklung zu minimieren.
Gleichmäßige Materialverarbeitung:Verarbeitet verschiedene PC-Platten mit zuverlässiger Schneidleistung.
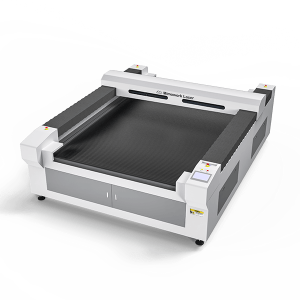
Großformat-Schneidebereich:Der 1300 × 2500 mm große Tisch bewältigt problemlos übergroße Acrylplatten und Holzpaneele.
Hochpräzises Bewegungssystem:Kugelgewindetrieb und Servoantrieb gewährleisten ein stabiles und präzises Schneiden bei hohen Geschwindigkeiten.
Hohe Schneidleistung:Ausgestattet mit einem 300W–500W CO₂-Laser zur Bearbeitung dicker fester Materialien.
Beseitigen Sie gelbe Ränder und stabilisieren Sie Ihre PC-Schneideergebnisse.
Häufig gestellte Fragen
A:Technisch gesehen ja, aber wir raten davon ab. Ab einer Dicke von 5 mm führt die Hitzeentwicklung zu starker Verkohlung und einer abgeschrägten Kante. Für dickere PC-Platten ist CNC-Bearbeitung besser geeignet.
A:Durch Schleifen oder Polieren lässt sich die Transparenz verringern, aber das Ergebnis wird nicht so klar wie bei Acryl. Die Verwendung von Stickstoff (N₂)2) als Hilfsgas ist der beste Weg, es beim Schneiden zu minimieren.
A:Ja, PC-Abgase enthalten Kohlenmonoxid und Benzolverbindungen. Achten Sie auf ein leistungsstarkes Abgassystem und einen Aktivkohlefilter.
A:Ja. Verwenden Sie hohe Drehzahl und niedrige Leistung, um einen mattweißen Effekt zu erzielen. Vermeiden Sie tiefe Gravuren, da diese das Material schmelzen lassen.
A:Das Material absorbiert die Wellenlänge der Faser nicht richtig. Es wird entweder gar nichts bewirken oder eine unkontrollierte, unsaubere Verbrennung verursachen. Verwenden Sie stattdessen CO₂.2
A:Vermeiden Sie das Laserschneiden von flammhemmendem Polycarbonat. Die zur Brandbekämpfung eingesetzten Chemikalien führen dazu, dass sich die Schnittkante sofort pechschwarz färbt.
A:Wenn möglich, sollten beide Seiten angebracht bleiben. Die Oberseite schützt vor Rauchrückständen, die Unterseite vor Spiegelungen im Bett.
Fordern Sie einen Testschnitt an Ihrem Polycarbonat-Stück an.

Senden Sie uns Ihre Materialdetails und erhalten Sie ein passendes Schneide-Setup.
Veröffentlichungsdatum: 18. März 2026