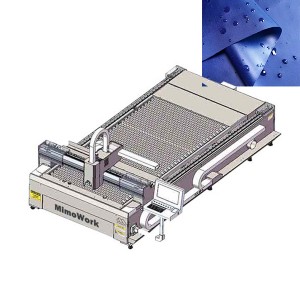
Industria Lignolasera Tranĉilo por Granda kaj Dika Ligno (Ĝis 30mm)
▶ Grandformata lasertranĉilo por ligno
Teknikaj Datumoj
| Laborareo (L * L) | 1300mm * 2500mm (51” * 98.4”) |
| Programaro | Senreta Programaro |
| Lasera Potenco | 150W/300W/450W |
| Lasera Fonto | CO2 Vitra Lasera Tubo |
| Mekanika Kontrola Sistemo | Pilka Ŝraŭbo kaj Servomotora Transmisio |
| Labora Tablo | Tranĉilklingo aŭ Mielĉelara Labortablo |
| Maksimuma Rapido | 1~600mm/s |
| Akcela Rapido | 1000~3000mm/s² |
| Pozicia Precizeco | ≤±0.05mm |
| Maŝina Grandeco | 3800 * 1960 * 1210mm |
| Funkciiga Tensio | AC110-220V±10%, 50-60Hz |
| Malvarmiga Reĝimo | Akva Malvarmigo kaj Protekta Sistemo |
| Labora Medio | Temperaturo: 0—45℃ Humideco: 5%—95% |
| Pakaĵa Grandeco | 3850mm * 2050mm * 1270mm |
| Pezo | 1000 kg |
▷Trajtoj de 1325 Lasera Tranĉilo
Giganta Salto en Produktiveco
◾ Stabila kaj Bonega Tranĉkvalito

Konstanta Optika Pada Dezajno
Kun la optimuma elira optika vojo, la kohera lasera radio ĉe iu ajn punkto en la atingo de la tranĉtablo povas rezultigi egalan tranĉon tra la tuta materialo, sendepende de dikeco. Danke al tio, vi povas atingi pli bonan tranĉefikon por akrilo aŭ ligno ol per duonfluganta lasera vojo.
◾ Alta Efikeco kaj Precizeco

Efika Transmisisistemo
X-aksa preciza ŝraŭba modulo, Y-aksa unupartia globŝraŭbo provizas bonegan stabilecon kaj precizecon por la altrapida movado de la gantry. Kombinite kun servomotoro, la transmisisistemo kreas sufiĉe altan produktadan efikecon.
◾ Daŭra kaj Longa Servodaŭro
Stabila Mekanika Strukturo
La maŝinkorpo estas veldita per 100mm kvadrata tubo kaj spertas vibradan maljuniĝon kaj naturan maljuniĝon. La portiko kaj tranĉkapo uzas integran aluminion. La ĝenerala konfiguracio certigas stabilan laborstaton.

◾ Alt-rapida Prilaborado

Alta Rapido de Tranĉado kaj Gravurado
Nia 1300*2500mm lasertranĉilo povas atingi gravuran rapidon de 1-60.000mm/min kaj tranĉrapidon de 1-36.000mm/min.
Samtempe, la precizeco de la pozicio estas ankaŭ garantiita ene de 0,05 mm, por ke ĝi povu tranĉi kaj gravuri 1x1 mm nombrojn aŭ literojn, tute senprobleme.
Kial elekti MimoWork Laser
Komparo de detaloj pri lasermaŝino 130250
|
| Aliaj fabrikantoj | MimoWork-lasera maŝino |
| Tranĉrapideco | 1-15,000mm/min | 1-36,000mm/min |
| Pozicia precizeco | ≤±0.2mm | ≤±0.05mm |
| Lasera potenco | 80W/100W/130W/150W | 100W/130W/150W/300W/500W |
| Lasera vojo | Duon-muŝa lasera vojo | Konstanta optika vojo |
| Transmisisistemo | Transmisia rimeno | Servomotoro + pilkŝraŭbo |
| Vetursistemo | Paŝoŝoforo | Servomotoro |
| Kontrolsistemo | Malnova sistemo, ekster la vendo | Nova populara RDC-kontrolsistemo |
| Laŭvola elektra dezajno | No | CE/UL/CSA |
| Ĉefa korpo | Tradicia velda fuzelaĝo | Plifortikigita lito, la tuta strukturo estas veldita per 100mm kvadrata tubo, kaj spertas vibradan maljuniĝon kaj naturan maljuniĝan traktadon. |
Specimenoj de ligna lasertranĉilo
Taŭgaj lignaj materialoj
MDF, tilio, blanka pino, alno, ĉerizo, kverko, balta betulo lamenligno, balzo, korko, cedro, balzo, solida ligno, lamenligno, konstruligno, tektono, laktavoloj, juglando, durligno, lamenligno kaj plurkonstruaĵligno
Larĝaj aplikoj

Filmetoj | Kion povas fari la lasertranĉilo por vi?
Lasera Gravurado de Fotoj sur Ligno
Akiru Lignan Lasertranĉilon por Plibonigi Vian Komercon
Ĝuu la amuzon pri lasera ligno!
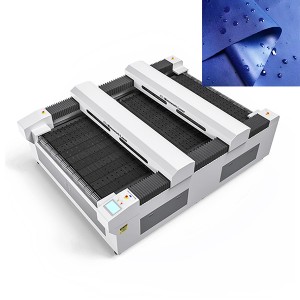
▶ Grandformata lasertranĉilo por ligno
Ĝisdatigaj opcioj por vi elekti
Miksita Lasera Kapo
Aŭtomata Fokuso

LaCCD-fotilopovas rekoni kaj poziciigi la ŝablonon sur la presita akrilo, helpante la lasertranĉilon realigi precizan tranĉadon kun alta kvalito. Ĉiu personecigita grafika dezajno presita povas esti flekseble prilaborita laŭ la konturoj per la optika sistemo, ludante gravan rolon en reklamado kaj alia industrio.
Rilataj Demandoj: Eble Interesos Vin
1. Ĉu mi povas uzi ian ajn lignon por lasera tranĉado, aŭ ĉu ekzistas specifaj lignotipoj, kiuj plej bone funkcias?
2. Kiun dikon de ligno povas efike pritrakti CO2-lasera tranĉmaŝino?
Jes, sekureco estas plej grava kiam oni laboras kun laseroj. Certigu taŭgan ventoladon en via laborejo por forigi vaporojn generitajn dum la tranĉprocezo. Ĉiam portu taŭgan personan protektan ekipaĵon (PPE), inkluzive de sekurecaj okulvitroj. Krome, certigu, ke la ligno estas libera de iuj ajn tegaĵoj, finpoluroj aŭ kemiaĵoj, kiuj povus produkti damaĝajn vaporojn kiam eksponitaj al la lasero.
Lignotranĉado: CNC-frezmaŝinoj kontraŭ lasero
1. Avantaĝoj de CNC-frezmaŝinoj
Historie, unu el la ĉefaj avantaĝoj de elekti frezmaŝinon anstataŭ laseron estis ĝia kapablo atingi precizajn tranĉprofundojn. CNC-frezmaŝino ofertas la oportunon de vertikalaj alĝustigoj (laŭ la Z-akso), permesante simplan kontrolon de la profundo de la tranĉo. Pli simple dirite, vi povas alĝustigi la altecon de la tranĉilo por selekteme forigi nur parton de la lignosurfaco.
2. Malavantaĝoj de CNC-frezmaŝinoj
Frezmaŝinoj elstaras en pritraktado de laŭgradaj kurboj sed havas limigojn kiam temas priakraj angulojLa precizecon, kiun ili ofertas, limigas la radiuso de la tranĉilo. Simple dirite,la larĝo de la tranĉo respondas al la grandeco de la peco memLa plej malgrandaj freztranĉiloj tipe havas radiuson de proksimume1 milimetro.
Ĉar frezmaŝinoj tranĉas per frotado, estas grave sekure ankri la materialon al la tranĉa surfaco. Sen taŭga fiksado, la tordmomanto de la frezmaŝino povas rezultigi abruptan turniĝon aŭ ŝoviĝon de la materialo. Tipe, ligno estas fiksita per krampoj. Tamen, kiam altrapida frezmaŝino estas aplikata al firme fiksita materialo, signifa streĉiĝo generiĝas. Ĉi tiu streĉiĝo havas la potencialon...misformu aŭ damaĝu la lignon, prezentante defiojn dum tranĉado de tre maldikaj aŭ delikataj materialoj.

3. Avantaĝoj kaj Malavantaĝoj de Lasero

Simile al aŭtomataj frezmaŝinoj, lasertranĉiloj estas kontrolataj per CNC (Komputila Numerika Kontrolo) sistemo. Tamen, la fundamenta diferenco kuŝas en ilia metodo de tranĉado. Laseraj tranĉilojne fidu je frotadoanstataŭe, ili tranĉas tra materialoj uzanteintensa varmoAlt-energia lumfasko efike bruligas tra lignon, kontraste al la tradicia ĉizado aŭ maŝinado.
Kiel antaŭe menciite, la larĝo de tranĉo estas determinita de la grandeco de la tranĉilo. Dum la plej malgrandaj frezmaŝinoj havas radiuson de iomete malpli ol 1 mm, lasera radio povas esti alĝustigita por havi radiuson tiel malgrandan kiel0.1 milimetrojĈi tiu kapablo ebligas la kreadon de ekstreme komplikaj tranĉoj kunrimarkinda precizeco.
Ĉar lasertranĉiloj uzas brulan procezon por tranĉi lignon, ili donasescepte akraj kaj krispaj randojKvankam ĉi tiu brulado povas kaŭzi iom da miskoloriĝo, oni povas efektivigi rimedojn por eviti nedeziratajn brulmarkojn. Krome, la brulado sigelas la randojn, tielminimumigante la ekspansion kaj kuntiriĝonde la hakita ligno.
Rilata Lasera Maŝino

por ligno kaj akrila lasera tranĉado
• Rapida kaj preciza gravurado por solidaj materialoj
• Dudirekta penetra dezajno permesas ultralongajn materialojn metitajn kaj tranĉitajn

por ligno kaj akrila lasera gravuraĵo
• Malpeza kaj kompakta dezajno
• Facile uzebla por komencantoj