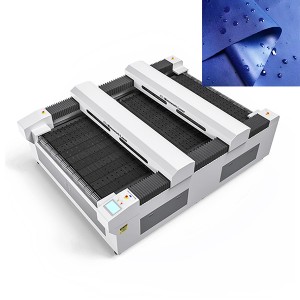
برش لیزری چوب صنعتی برای چوبهای بزرگ و ضخیم (تا 30 میلیمتر)
▶ دستگاه برش لیزری با فرمت بزرگ برای چوب
دادههای فنی
| مساحت کاری (عرض * طول) | ۱۳۰۰ میلیمتر * ۲۵۰۰ میلیمتر (۵۱ اینچ * ۹۸.۴ اینچ) |
| نرمافزار | نرمافزار آفلاین |
| توان لیزر | ۱۵۰ وات/۳۰۰ وات/۴۵۰ وات |
| منبع لیزر | لوله لیزر شیشه ای CO2 |
| سیستم کنترل مکانیکی | بال اسکرو و سروو موتور درایو |
| میز کار | میز کار با تیغه چاقو یا لانه زنبوری |
| حداکثر سرعت | 1 تا 600 میلیمتر بر ثانیه |
| سرعت شتاب | ۱۰۰۰ تا ۳۰۰۰ میلیمتر بر ثانیه |
| دقت موقعیت | ≤±0.05 میلیمتر |
| اندازه دستگاه | 3800 * 1960 * 1210 میلیمتر |
| ولتاژ عملیاتی | AC110-220V±10%، 50-60HZ |
| حالت خنک کننده | سیستم خنککننده و حفاظت آب |
| محیط کار | دما: 0 تا 45 درجه سانتیگراد رطوبت: 5 تا 95 درصد |
| اندازه بسته | 3850 میلیمتر * 2050 میلیمتر * 1270 میلیمتر |
| وزن | ۱۰۰۰ کیلوگرم |
▷ویژگیهای دستگاه برش لیزری ۱۳۲۵
جهشی عظیم در بهرهوری
◾ کیفیت برش پایدار و عالی

طراحی مسیر نوری ثابت
با طول مسیر نوری خروجی بهینه، پرتو لیزر ثابت در هر نقطهای از محدوده میز برش میتواند منجر به برش یکنواخت در کل ماده، صرف نظر از ضخامت آن، شود. به لطف این، میتوانید برش بهتری برای اکریلیک یا چوب نسبت به مسیر لیزر نیمهپران داشته باشید.
◾ راندمان و دقت بالا

سیستم انتقال قدرت کارآمد
ماژول پیچ دقیق محور X، پیچ ساچمهای یکطرفه محور Y، پایداری و دقت عالی را برای حرکت پرسرعت گانتری فراهم میکنند. سیستم انتقال قدرت در ترکیب با سروو موتور، راندمان تولید نسبتاً بالایی را ایجاد میکند.
◾️دوام و عمر مفید طولانی
ساختار مکانیکی پایدار
بدنه دستگاه با یک لوله مربعی ۱۰۰ میلیمتری جوش داده شده و تحت عملیات پیرسازی ارتعاشی و پیرسازی طبیعی قرار گرفته است. گانتری و سر برش از آلومینیوم یکپارچه استفاده میکنند. پیکربندی کلی، حالت کاری پایدار را تضمین میکند.

◾ پردازش با سرعت بالا

سرعت بالای برش و حکاکی
دستگاه برش لیزری ۱۳۰۰ * ۲۵۰۰ میلیمتری ما میتواند به سرعت حکاکی ۱ تا ۶۰۰۰۰ میلیمتر در دقیقه و سرعت برش ۱ تا ۳۶۰۰۰ میلیمتر در دقیقه دست یابد.
در عین حال، دقت موقعیت نیز در حد 0.05 میلیمتر تضمین شده است، به طوری که میتواند اعداد یا حروف 1x1 میلیمتری را بدون هیچ مشکلی برش داده و حکاکی کند.
چرا لیزر میموورک را انتخاب کنیم؟
مقایسه جزئیات دستگاه لیزر ۱۳۰۲۵۰
|
| سایر تولیدکنندگان | دستگاه لیزر میموورک |
| سرعت برش | ۱-۱۵۰۰۰ میلیمتر در دقیقه | ۱-۳۶۰۰۰ میلیمتر در دقیقه |
| دقت موقعیت | ≤±0.2 میلیمتر | ≤±0.05 میلیمتر |
| توان لیزر | 80 وات/100 وات/130 وات/150 وات | ۱۰۰ وات/۱۳۰ وات/۱۵۰ وات/۳۰۰ وات/۵۰۰ وات |
| مسیر لیزر | مسیر لیزر نیمهپرواز | مسیر نوری ثابت |
| سیستم انتقال قدرت | تسمه انتقال قدرت | سروو موتور + بال اسکرو |
| سیستم رانندگی | راننده پله | سروو موتور |
| سیستم کنترل | سیستم قدیمی، فروش تمام شده | سیستم کنترل RDC جدید و محبوب |
| طراحی الکتریکی اختیاری | No | CE/UL/CSA |
| بدنه اصلی | بدنه جوشکاری سنتی | بستر تقویتشده، سازه کلی با لوله مربعی ۱۰۰ میلیمتری جوش داده شده و تحت عملیات پیرسازی ارتعاشی و پیرسازی طبیعی قرار گرفته است. |
نمونه هایی از برش لیزری چوب
مواد چوبی مناسب
ام دی اف، چوب باس، کاج سفید، توسکا، گیلاس، بلوط، تخته سه لا از توس بالتیک، بالسا، چوب پنبه، سرو، بالسا، چوب جامد، تخته سه لا، الوار، چوب ساج، روکش، گردو، چوب سخت، چوب چند لایه و چند لایه
کاربردهای گسترده

ویدیوها | دستگاه برش لیزر چه کاری میتواند برای شما انجام دهد؟
حکاکی لیزری عکس روی چوب
برای بهبود کسب و کار خود، یک دستگاه برش لیزری چوب تهیه کنید
از تفریح چوب لیزری لذت ببرید!
▶ دستگاه برش لیزری با فرمت بزرگ برای چوب
گزینههای ارتقا برای انتخاب شما
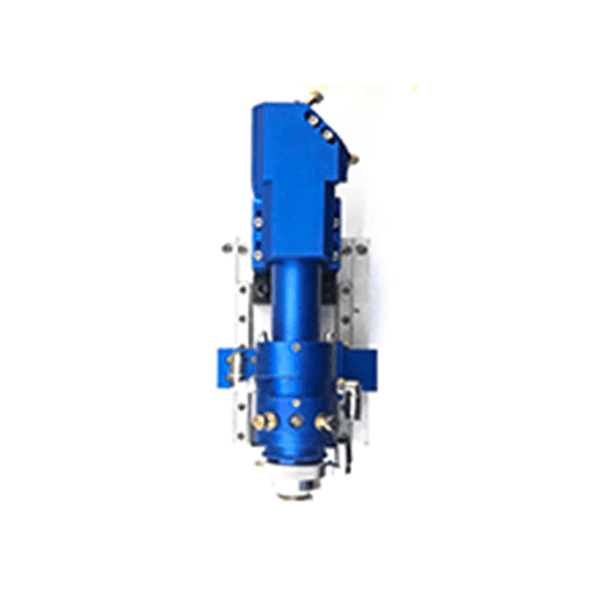
سر لیزر ترکیبی
فوکوس خودکار

دوربین CCDمیتواند الگو را روی اکریلیک چاپ شده تشخیص داده و قرار دهد و به برش لیزری کمک کند تا برش دقیقی با کیفیت بالا انجام دهد. هر طرح گرافیکی سفارشی چاپ شده را میتوان به صورت انعطافپذیر در امتداد طرح کلی با سیستم نوری پردازش کرد و نقش مهمی در تبلیغات و سایر صنایع ایفا کرد.
سوالات مرتبط: ممکن است به آنها علاقه داشته باشید
۱. آیا میتوانم از هر نوع چوبی برای برش لیزری استفاده کنم، یا انواع خاصی از چوب وجود دارند که بهترین عملکرد را دارند؟
۲. دستگاه برش لیزر CO2 چه ضخامتی از چوب را میتواند به طور موثر برش دهد؟
بله، ایمنی هنگام کار با لیزر بسیار مهم است. از تهویه مناسب در فضای کاری خود اطمینان حاصل کنید تا دودهای تولید شده در طول فرآیند برش از بین بروند. همیشه از تجهیزات حفاظت فردی مناسب (PPE) از جمله عینک ایمنی استفاده کنید. علاوه بر این، مطمئن شوید که چوب عاری از هرگونه پوشش، پرداخت یا مواد شیمیایی است که ممکن است هنگام قرار گرفتن در معرض لیزر، دودهای مضر تولید کنند.
برش چوب: روترهای CNC در مقابل لیزر
۱. مزایای روترهای CNC
از نظر تاریخی، یکی از مزایای اصلی انتخاب روتر در مقایسه با لیزر، توانایی آن در دستیابی به عمق برش دقیق بود. یک روتر CNC راحتی تنظیمات عمودی (در امتداد محور Z) را ارائه میدهد و امکان کنترل مستقیم بر عمق برش را فراهم میکند. به عبارت سادهتر، میتوانید ارتفاع برش را تنظیم کنید تا به صورت انتخابی فقط بخشی از سطح چوب را بردارید.
۲. معایب روترهای CNC
روترها در مدیریت منحنیهای تدریجی عالی هستند، اما در مورد ... محدودیتهایی دارند.زاویههای تیزدقتی که آنها ارائه میدهند توسط شعاع مته برش محدود میشود. به عبارت ساده،عرض برش با اندازه خود مته مطابقت داردکوچکترین بیتهای روتر معمولاً شعاعی تقریباً برابر با۱ میلیمتر.
از آنجایی که فرزها اصطکاک را از بین میبرند، اتصال محکم مواد به سطح برش بسیار مهم است. بدون تثبیت مناسب، گشتاور فرز میتواند منجر به چرخش یا تغییر ناگهانی مواد شود. معمولاً چوب با استفاده از گیره در جای خود محکم میشود. با این حال، هنگامی که یک مته فرز پرسرعت روی مادهای که محکم بسته شده است اعمال میشود، کشش قابل توجهی ایجاد میشود. این کشش پتانسیل ایجاد ...تاب برداشتن یا آسیب رساندن به چوب، که هنگام برش مواد بسیار نازک یا ظریف، چالشهایی را ایجاد میکند.

۳. مزایا و معایب لیزر

مشابه روترهای خودکار، برشدهندههای لیزری توسط یک سیستم CNC (کنترل عددی کامپیوتری) کنترل میشوند. با این حال، تمایز اساسی در روش برش آنها نهفته است. برشدهندههای لیزریبه اصطکاک تکیه نکنیددر عوض، آنها با استفاده از ... مواد را برش میدهند.گرمای شدیدیک پرتو نور پرانرژی، برخلاف فرآیند سنتی حکاکی یا ماشینکاری، به طور موثری چوب را میسوزاند.
همانطور که قبلاً اشاره شد، عرض برش توسط اندازه ابزار برش تعیین میشود. در حالی که کوچکترین متههای فرز شعاعی کمی کمتر از ۱ میلیمتر دارند، پرتو لیزر را میتوان طوری تنظیم کرد که شعاعی به کوچکی ... داشته باشد.۰.۱ میلیمتراین قابلیت امکان ایجاد برشهای بسیار پیچیده را فراهم میکند.دقت قابل توجه.
از آنجا که برشهای لیزری از فرآیند سوزاندن برای برش چوب استفاده میکنند، ...لبههای فوقالعاده تیز و واضحاگرچه این سوختن میتواند منجر به مقداری تغییر رنگ شود، اما میتوان اقداماتی را برای جلوگیری از ایجاد لکههای سوختگی نامطلوب انجام داد. علاوه بر این، عمل سوختن لبهها را میبندد، در نتیجهبه حداقل رساندن انبساط و انقباضاز چوب بریده شده.
دستگاه لیزر مرتبط

برای برش لیزری چوب و اکریلیک
• حکاکی سریع و دقیق برای مواد جامد
• طراحی نفوذ دو طرفه امکان قرار دادن و برش مواد فوق العاده بلند را فراهم می کند