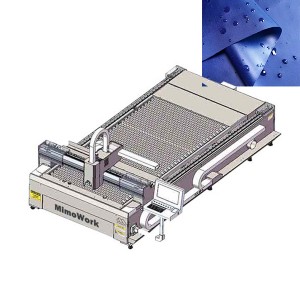
Ipari fa lézervágó nagy és vastag fához (akár 30 mm)
▶ Nagyméretű lézervágó fához
Műszaki adatok
| Munkaterület (Sz * H) | 1300 mm * 2500 mm (51” * 98,4”) |
| Szoftver | Offline szoftver |
| Lézerteljesítmény | 150W/300W/450W |
| Lézerforrás | CO2 üveg lézercső |
| Mechanikus vezérlőrendszer | Golyósorsós és szervomotoros hajtás |
| Munkaasztal | Késpenge vagy méhsejt munkaasztal |
| Maximális sebesség | 1~600 mm/s |
| Gyorsulási sebesség | 1000~3000 mm/s2 |
| Pozíciópontosság | ≤±0,05 mm |
| Gép mérete | 3800 * 1960 * 1210 mm |
| Üzemi feszültség | AC110-220V±10%, 50-60Hz |
| Hűtési mód | Vízhűtés és védelmi rendszer |
| Munkakörnyezet | Hőmérséklet: 0–45 ℃ Páratartalom: 5–95% |
| Csomag mérete | 3850 mm * 2050 mm * 1270 mm |
| Súly | 1000 kg |
▷Az 1325 lézervágó jellemzői
Óriási ugrás a termelékenységben
◾ Stabil és kiváló vágási minőség

Állandó optikai útvonaltervezés
Az optimális kimeneti optikai úthossznak köszönhetően a vágóasztal bármely pontján egyenletes lézersugár egyenletes vágást biztosít az egész anyagon, függetlenül a vastagságtól. Ennek köszönhetően akril vagy fa esetén jobb vágási eredményt érhet el, mint a félig mozgó lézerúttal.
◾ Nagy hatékonyság és precizitás

Hatékony átviteli rendszer
Az X-tengelyes precíziós csavarmodul és az Y-tengelyes egyoldali golyósorsó kiváló stabilitást és precizitást biztosít a portál nagysebességű mozgásához. A szervomotorral kombinálva az átviteli rendszer meglehetősen magas termelési hatékonyságot hoz létre.
◾ Tartós és hosszú élettartamú
Stabil mechanikai szerkezet
A gép teste 100 mm-es négyzet alakú csőből van hegesztve, és vibrációs öregítésen, valamint természetes öregítésen esik át. A portál és a vágófej integrált alumíniumból készült. Az általános konfiguráció stabil működési állapotot biztosít.

◾ Nagy sebességű feldolgozás

Nagy vágási és gravírozási sebesség
1300 * 2500 mm-es lézervágónk 1-60 000 mm/perc gravírozási sebességet és 1-36 000 mm/perc vágási sebességet tud elérni.
Ugyanakkor a pozíciópontosság 0,05 mm-en belül is garantált, így 1x1 mm-es számokat vagy betűket is gond nélkül kivághat és gravírozhat.
Miért válassza a MimoWork Lasert?
130250 lézergép részleteinek összehasonlítása
|
| Más gyártók | MimoWork lézergép |
| Vágási sebesség | 1–15 000 mm/perc | 1–36 000 mm/perc |
| Pozíciópontosság | ≤±0,2 mm | ≤±0,05 mm |
| Lézerteljesítmény | 80W/100W/130W/150W | 100 W/130 W/150 W/300 W/500 W |
| Lézerpálya | Félig repülő lézerpálya | Állandó optikai út |
| Átviteli rendszer | Hajtószíj | Szervomotor + golyósorsó |
| Vezetőrendszer | Lépcsős meghajtó | Szervomotor |
| Vezérlőrendszer | Régi rendszer, kifutva a forgalomból | Új, népszerű RDC vezérlőrendszer |
| Opcionális elektromos kialakítás | No | CE/UL/CSA |
| Fő test | Hagyományos hegesztett törzs | Megerősített ágy, a teljes szerkezet 100 mm-es négyzet alakú csővel van hegesztve, vibrációs öregítésen és természetes öregítésen esik át. |
Minták fa lézervágóból
Megfelelő faanyagok
MDF, hárs, fehérfenyő, égerfa, cseresznye, tölgy, balti nyír rétegelt lemez, balsafa, parafa, cédrus, balsafa, tömörfa, rétegelt lemez, fűrészáru, teakfa, furnérok, diófa, keményfa, laminált fa és multiplex
Széles körű alkalmazások

Videók | Mit tehet Önért a lézervágó?
Lézergravírozott fotó fára
Szerezzen be egy fa lézervágót vállalkozása fejlesztéséhez
Élvezd a lézerfás szórakozást!
▶ Nagyméretű lézervágó fához
Frissítési lehetőségek, amelyek közül választhat
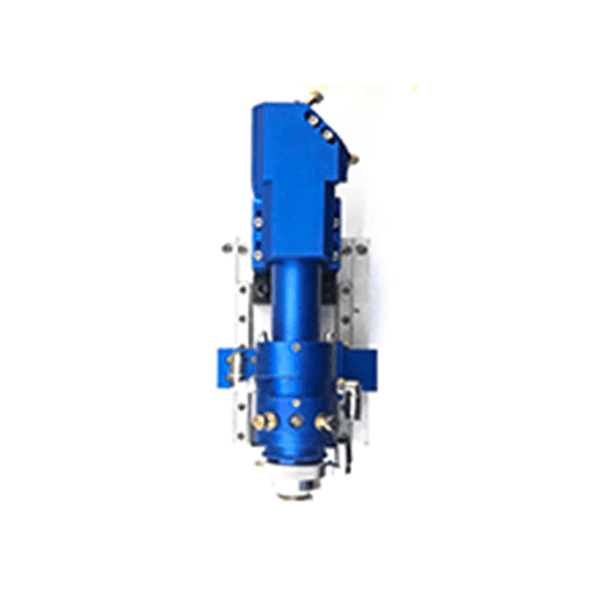
Vegyes lézerfej
Autofókusz

ACCD-kameraKépes felismerni és pozicionálni a mintát a nyomtatott akrilon, segítve a lézervágót a pontos és kiváló minőségű vágás megvalósításában. Bármely egyedi grafikai terv nyomtatható rugalmasan a körvonal mentén az optikai rendszerrel, ami fontos szerepet játszik a reklámozásban és más iparágakban.
Kapcsolódó kérdések: Érdekelhetik Önt
1. Bármilyen fafajtát használhatok lézervágáshoz, vagy vannak olyan konkrét fafajták, amelyek a legjobban működnek?
2. Milyen vastagságú fát tud hatékonyan megmunkálni egy CO2 lézervágó gép?
Igen, a biztonság kiemelkedő fontosságú a lézerekkel végzett munka során. Biztosítsa a munkaterület megfelelő szellőzését a vágási folyamat során keletkező füstök eltávolítása érdekében. Mindig viseljen megfelelő személyi védőfelszerelést (PPE), beleértve a védőszemüveget is. Ezenkívül győződjön meg arról, hogy a fa mentes minden olyan bevonattól, felületkezeléstől vagy vegyszertől, amely káros füstöket termelhet a lézer hatására.
Favágás: CNC marógépek VS. Lézer
1. A CNC marógépek előnyei
Történelmileg a marógép választásának egyik fő előnye a lézerrel szemben a pontos vágási mélység elérésének képessége volt. A CNC marógép a függőleges beállítás kényelmét kínálja (a Z-tengely mentén), ami lehetővé teszi a vágási mélység egyszerű szabályozását. Egyszerűbben fogalmazva, a maró magasságának beállításával szelektíven csak a fa felületének egy részét távolíthatja el.
2. A CNC marógépek hátrányai
A marógépek kiválóan kezelik a fokozatos íveket, de vannak korlátaik, amikor a következőkről van szó:éles szögekAz általuk kínált pontosságot a vágóél sugara korlátozza. Egyszerűen fogalmazva,a vágás szélessége megegyezik a bit méretévelA legkisebb marófejek jellemzően körülbelül ... sugárral rendelkeznek.1 mm.
Mivel a marógépek súrlódáson keresztül vágnak, elengedhetetlen az anyag biztonságos rögzítése a vágófelülethez. Megfelelő rögzítés nélkül a marógép nyomatéka az anyag elfordulását vagy hirtelen elmozdulását okozhatja. A fát jellemzően szorítókkal rögzítik. Amikor azonban egy nagy sebességű marófejet szorosan befogott anyagra alkalmaznak, jelentős feszültség keletkezik. Ez a feszültség potenciálisan...vetemedni vagy károsítani a fát, ami kihívást jelent a nagyon vékony vagy kényes anyagok vágása során.

3. A lézer előnyei és hátrányai

Az automatizált marógépekhez hasonlóan a lézervágókat is CNC (számítógépes numerikus vezérlésű) rendszer vezérli. Az alapvető különbség azonban a vágási módszerükben rejlik.ne a súrlódásra hagyatkozz; ehelyett átvágják az anyagokat a következők segítségével:intenzív hőségA nagy energiájú fénysugár hatékonyan átégeti a fát, szemben a hagyományos faragási vagy megmunkálási eljárással.
Ahogy korábban említettük, a vágás szélességét a vágószerszám mérete határozza meg. Míg a legkisebb marófejek sugara valamivel kisebb, mint 1 mm, a lézersugár akár 1 mm-es sugárra is beállítható.0,1 mmEz a képesség rendkívül bonyolult vágások létrehozását teszi lehetővéfigyelemre méltó pontosság.
Mivel a lézervágók égetési folyamatot alkalmaznak a fa vágásához, ígykivételesen éles és ropogós szélekBár ez az égetés némi elszíneződéshez vezethet, intézkedéseket lehet tenni a nem kívánt égési nyomok megelőzésére. Ezenkívül az égetés lezárja a széleket, ezáltal...a tágulás és összehúzódás minimalizálásaa vágott fából.
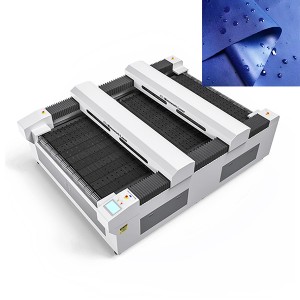
Kapcsolódó lézergép

fa és akril lézervágáshoz
• Gyors és precíz gravírozás tömör anyagokon
• A kétirányú behatolású kialakítás lehetővé teszi az ultrahosszú anyagok elhelyezését és vágását

fa és akril lézergravírozáshoz
• Könnyű és kompakt kialakítás
• Könnyen kezelhető kezdők számára