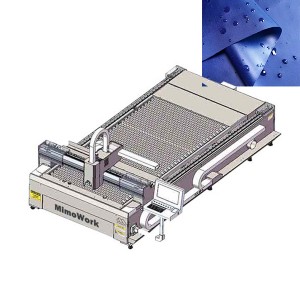
სამრეწველო ხის ლაზერული საჭრელი დიდი და სქელი ხისთვის (30 მმ-მდე)
▶ ხის დიდი ფორმატის ლაზერული საჭრელი
ტექნიკური მონაცემები
| სამუშაო ფართობი (სიგანე * სიგრძე) | 1300 მმ * 2500 მმ (51” * 98.4”) |
| პროგრამული უზრუნველყოფა | ოფლაინ პროგრამული უზრუნველყოფა |
| ლაზერული სიმძლავრე | 150W/300W/450W |
| ლაზერული წყარო | CO2 მინის ლაზერული მილი |
| მექანიკური კონტროლის სისტემა | ბურთისებრი ხრახნი და სერვოძრავის წამყვანი |
| სამუშაო მაგიდა | დანის პირი ან თაფლისებრი სამუშაო მაგიდა |
| მაქსიმალური სიჩქარე | 1~600 მმ/წმ |
| აჩქარების სიჩქარე | 1000~3000 მმ/წმ2 |
| პოზიციის სიზუსტე | ≤±0.05 მმ |
| მანქანის ზომა | 3800 * 1960 * 1210 მმ |
| ოპერაციული ძაბვა | AC110-220V ± 10%, 50-60HZ |
| გაგრილების რეჟიმი | წყლის გაგრილების და დაცვის სისტემა |
| სამუშაო გარემო | ტემპერატურა: 0—45℃ ტენიანობა: 5%-95% |
| პაკეტის ზომა | 3850 მმ * 2050 მმ * 1270 მმ |
| წონა | 1000 კგ |
▷1325 ლაზერული საჭრელის მახასიათებლები
გიგანტური ნახტომი პროდუქტიულობაში
◾ სტაბილური და შესანიშნავი ჭრის ხარისხი

მუდმივი ოპტიკური გზის დიზაინი
ოპტიმალური გამომავალი ოპტიკური გზის სიგრძის შემთხვევაში, საჭრელი მაგიდის დიაპაზონის ნებისმიერ წერტილში თანმიმდევრული ლაზერული სხივი უზრუნველყოფს მთელი მასალის თანაბარ ჭრას, სისქის მიუხედავად. ამის წყალობით, აკრილის ან ხის შემთხვევაში შეგიძლიათ მიიღოთ უკეთესი ჭრის ეფექტი, ვიდრე ნახევრად მფრინავი ლაზერული ბილიკით.
◾ მაღალი ეფექტურობა და სიზუსტე

ეფექტური გადამცემი სისტემა
X-ღერძის ზუსტი ხრახნის მოდული და Y-ღერძის ცალმხრივი ბურთულიანი ხრახნი უზრუნველყოფენ შესანიშნავ სტაბილურობას და სიზუსტეს პორტალის მაღალსიჩქარიანი მოძრაობისთვის. სერვოძრავასთან ერთად, გადაცემის სისტემა ქმნის საკმაოდ მაღალ წარმოების ეფექტურობას.
◾ გამძლე და ხანგრძლივი მომსახურების ვადა
სტაბილური მექანიკური სტრუქტურა
დანადგარის კორპუსი შედუღებულია 100 მმ კვადრატული მილით და გადის ვიბრაციული და ბუნებრივი დაძველების დამუშავებას. განტრი და საჭრელი თავი იყენებს ინტეგრირებულ ალუმინს. საერთო კონფიგურაცია უზრუნველყოფს სტაბილურ სამუშაო მდგომარეობას.

◾ მაღალსიჩქარიანი დამუშავება

ჭრისა და გრავირების მაღალი სიჩქარე
ჩვენი 1300*2500 მმ ლაზერული საჭრელის გამოყენებით შესაძლებელია გრავირების სიჩქარის მიღწევა 1-60,000 მმ/წთ და ჭრის სიჩქარის მიღწევა 1-36,000 მმ/წთ.
ამავდროულად, პოზიციონირების სიზუსტე გარანტირებულია 0.05 მმ-ის ფარგლებში, რათა შესაძლებელი იყოს 1x1 მმ ციფრების ან ასოების მოჭრა და გრავირება, სრულიად უპრობლემოდ.
რატომ უნდა აირჩიოთ MimoWork Laser?
130250 ლაზერული აპარატის დეტალების შედარება
|
| სხვა მწარმოებლის | MimoWork ლაზერული აპარატი |
| ჭრის სიჩქარე | 1-15,000 მმ/წთ | 1-36,000 მმ/წთ |
| პოზიციის სიზუსტე | ≤±0.2 მმ | ≤±0.05 მმ |
| ლაზერული სიმძლავრე | 80W/100W/130W/150W | 100W/130W/150W/300W/500W |
| ლაზერული ბილიკი | ნახევრად ფრენის ლაზერული ბილიკი | მუდმივი ოპტიკური გზა |
| გადამცემი სისტემა | გადაცემათა კოლოფი | სერვოძრავა + ბურთულიანი ხრახნი |
| მართვის სისტემა | საფეხურის მძღოლი | სერვოძრავა |
| კონტროლის სისტემა | ძველი სისტემა, გაყიდვიდან ამოღებული | ახალი პოპულარული RDC კონტროლის სისტემა |
| სურვილისამებრ ელექტრო დიზაინი | No | CE/UL/CSA |
| ძირითადი ნაწილი | ტრადიციული შედუღების ფიუზელაჟი | გამაგრებული საწოლი, საერთო კონსტრუქცია შედუღებულია 100 მმ კვადრატული მილით და გადის ვიბრაციული და ბუნებრივი დაბერების დამუშავებას. |
ხის ლაზერული საჭრელის ნიმუშები
შესაფერისი ხის მასალები
MDF, ბასის ხე, თეთრი ფიჭვი, მურყანი, ალუბალი, მუხა, ბალტიისპირული არყის პლაივუდი, ბალსა, კორპი, კედარი, ბალსა, მასიური ხე, პლაივუდი, ხე-ტყე, ტიკის ხე, ვინირები, კაკალი, მაგარი ხე, ლამინირებული ხე და მულტიპლექსი
ფართო გამოყენება
• ინსტრუმენტები
• შესანახი ყუთი
• არქიტექტურული მოდელები
• იატაკის დეკორაციის ჩანართები

ვიდეოები | რა შეუძლია ლაზერულ საჭრელს თქვენთვის?
ლაზერული გრავირება ფოტო ხეზე
შეიძინეთ ხის ლაზერული საჭრელი თქვენი ბიზნესის გასაუმჯობესებლად
ისიამოვნეთ ლაზერული ხის გართობით!
▶ ხის დიდი ფორმატის ლაზერული საჭრელი
განახლების ვარიანტები თქვენთვის სასურველი ვარიანტისთვის
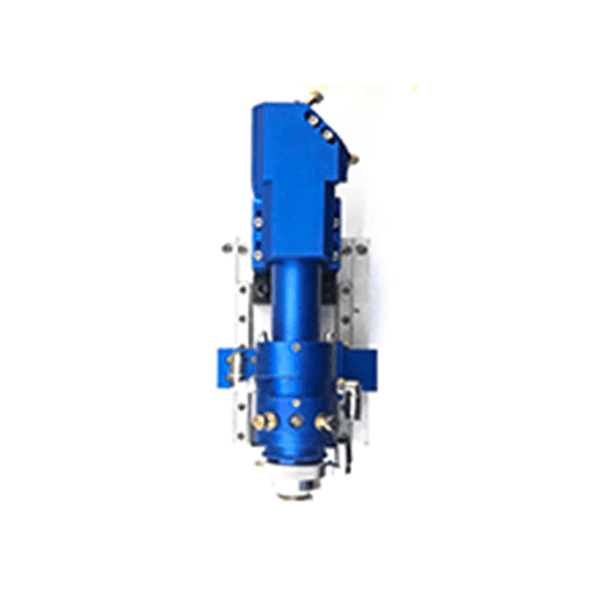
შერეული ლაზერული თავი
ავტოფოკუსი

ისCCD კამერაშეუძლია დაბეჭდილ აკრილზე ნიმუშის ამოცნობა და განლაგება, რაც ეხმარება ლაზერულ საჭრელს მაღალი ხარისხით ზუსტი ჭრის განხორციელებაში. ნებისმიერი ინდივიდუალური გრაფიკული დიზაინის დაბეჭდვა შესაძლებელია მოქნილად დამუშავებული კონტურის გასწვრივ ოპტიკური სისტემის გამოყენებით, რაც მნიშვნელოვან როლს ასრულებს რეკლამასა და სხვა ინდუსტრიებში.
დაკავშირებული კითხვები: შეიძლება დაგაინტერესოთ
1. ლაზერული ჭრისთვის შემიძლია გამოვიყენო ნებისმიერი ტიპის ხე, თუ არსებობს კონკრეტული ხის ტიპები, რომლებიც ყველაზე მეტად გამოდგება?
2. რა სისქის ხის დამუშავება შეუძლია CO2 ლაზერული საჭრელი მანქანის ეფექტურად გამოყენებას?
დიახ, ლაზერებთან მუშაობისას უსაფრთხოება უმნიშვნელოვანესია. უზრუნველყავით თქვენს სამუშაო სივრცეში სათანადო ვენტილაცია ჭრის პროცესში წარმოქმნილი ორთქლის მოსაშორებლად. ყოველთვის გამოიყენეთ შესაბამისი პირადი დამცავი აღჭურვილობა (PPE), მათ შორის დამცავი სათვალე. გარდა ამისა, დარწმუნდით, რომ ხე თავისუფალია ნებისმიერი საფარისგან, საფარისგან ან ქიმიკატებისგან, რომლებმაც შეიძლება წარმოქმნან მავნე ორთქლი ლაზერის ზემოქმედებისას.
ხის ჭრა: CNC როუტერები ლაზერის წინააღმდეგ
1. CNC როუტერების უპირატესობები
ისტორიულად, ლაზერის ნაცვლად ფრჩხილის არჩევის ერთ-ერთი მთავარი უპირატესობა მისი ზუსტი ჭრის სიღრმის მიღწევის შესაძლებლობა იყო. CNC ფრჩხილი ვერტიკალური რეგულირების მოხერხებულობას გვთავაზობს (Z-ღერძის გასწვრივ), რაც ჭრის სიღრმის მარტივად კონტროლის საშუალებას იძლევა. უფრო მარტივად რომ ვთქვათ, შეგიძლიათ საჭრელის სიმაღლე დაარეგულიროთ ისე, რომ შერჩევით მოხსნათ ხის ზედაპირის მხოლოდ ნაწილი.
2. CNC როუტერების ნაკლოვანებები
როუტერები წარმატებით უმკლავდებიან თანდათანობით მოსახვევებს, მაგრამ აქვთ შეზღუდვები, როდესაც საქმე ეხებამკვეთრი კუთხეებიმათ მიერ შემოთავაზებული სიზუსტე შეზღუდულია საჭრელი დანის რადიუსით. მარტივად რომ ვთქვათ,ჭრის სიგანე შეესაბამება თავად ბურღის ზომასროუტერის ყველაზე პატარა ბიტებს, როგორც წესი, დაახლოებით რადიუსი აქვთ1 მმ.
რადგან ფრიზერები ხახუნის გამო ჭრიან, უმნიშვნელოვანესია მასალის საჭრელ ზედაპირზე საიმედოდ დამაგრება. სათანადო ფიქსაციის გარეშე, ფრიზერის ბრუნვის ძალამ შეიძლება გამოიწვიოს მასალის ბრუნვა ან მკვეთრი გადაადგილება. როგორც წესი, ხე ადგილზე მაგრდება დამჭერებით. თუმცა, როდესაც მაღალსიჩქარიანი ფრიზერის წვერი მჭიდროდ დამაგრებულ მასალაზე გამოიყენება, წარმოიქმნება მნიშვნელოვანი დაჭიმულობა. ამ დაჭიმულობას შეუძლია...ხის დეფორმაცია ან დაზიანებარაც სირთულეებს ქმნის ძალიან თხელი ან დელიკატური მასალების ჭრისას.

3. ლაზერის უპირატესობები და ნაკლოვანებები

ავტომატური ფრჩხილის მსგავსად, ლაზერული საჭრელები კონტროლდება CNC (კომპიუტერული რიცხვითი მართვის) სისტემით. თუმცა, ფუნდამენტური განსხვავება მათი ჭრის მეთოდშია. ლაზერული საჭრელებინუ დაეყრდნობით ხახუნს; ამის ნაცვლად, ისინი მასალებს ჭრიანძლიერი სიცხემაღალი ენერგიის სინათლის სხივი ეფექტურად წვავს ხეს, ტრადიციული კვეთის ან დამუშავების პროცესისგან განსხვავებით.
როგორც ადრე აღვნიშნეთ, ჭრის სიგანე განისაზღვრება საჭრელი ხელსაწყოს ზომით. მიუხედავად იმისა, რომ ყველაზე პატარა საჭრელი წვერების რადიუსი 1 მმ-ზე ოდნავ ნაკლებია, ლაზერული სხივის რადიუსის რეგულირება შესაძლებელია ისეთი მცირე რადიუსის მისაღებად, როგორიცაა0.1 მმეს შესაძლებლობა საშუალებას იძლევა შეიქმნას უკიდურესად რთული ჭრილებიშესანიშნავი სიზუსტე.
რადგან ლაზერული საჭრელები ხის დასაჭრელად წვის პროცესს იყენებენ, ისინიგანსაკუთრებით ბასრი და მკვეთრი კიდეებიმიუხედავად იმისა, რომ ამ წვამ შეიძლება გამოიწვიოს ფერის შეცვლა, შესაძლებელია ზომების მიღება არასასურველი დამწვრობის ნიშნების თავიდან ასაცილებლად. გარდა ამისა, წვის მოქმედება ხურავს კიდეებს, რითაცგაფართოებისა და შეკუმშვის მინიმიზაციამოჭრილი ხისგან.
დაკავშირებული ლაზერული მანქანა

ხის და აკრილის ლაზერული ჭრისთვის
• მყარი მასალების სწრაფი და ზუსტი გრავირება
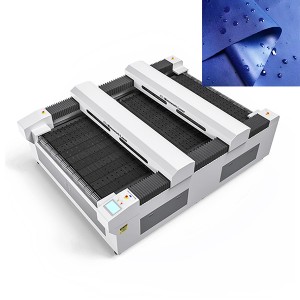
• ორმხრივი შეღწევადობის დიზაინი საშუალებას იძლევა ულტრა გრძელი მასალების განთავსება და მოჭრა

ხის და აკრილის ლაზერული გრავირებისთვის
• მსუბუქი და კომპაქტური დიზაინი
• მარტივი მართვა დამწყებთათვის