
როდესაც ლაზერული ტექნოლოგიების სფეროში ახალი ხართ და ლაზერული ჭრის მანქანის შეძენას განიხილავთ, ალბათ ბევრი კითხვა გაგიჩნდებათ.
მიმოვორკისიამოვნებით გაგიზიარებთ მეტ ინფორმაციას CO2 ლაზერული აპარატების შესახებ და ვიმედოვნებთ, რომ იპოვით თქვენთვის შესაფერის მოწყობილობას, იქნება ეს ჩვენი თუ სხვა ლაზერული მომწოდებლის.
ამ სტატიაში მოკლედ მიმოვიხილავთ მეინსტრიმში არსებული მანქანების კონფიგურაციას და გავაკეთებთ თითოეული სექტორის შედარებით ანალიზს. ზოგადად, სტატია მოიცავს შემდეგ საკითხებს:
CO2 ლაზერული აპარატის მექანიკა
ა. უჯაგრისო მუდმივი დენის ძრავა, სერვოძრავა, საფეხუროვანი ძრავა

უჯაგრისო მუდმივი დენის (DC) ძრავა
უჯაგრისო დენის ძრავას შეუძლია მაღალი ბრუნვის სიჩქარით (ბრუნვები წუთში) მუშაობა. დენის ძრავის სტატორი უზრუნველყოფს მბრუნავ მაგნიტურ ველს, რომელიც არმატურის ბრუნვას ახდენს. ყველა ძრავს შორის, უჯაგრისო დენის ძრავას შეუძლია უზრუნველყოს ყველაზე ძლიერი კინეტიკური ენერგია და ლაზერული თავის უზარმაზარი სიჩქარით მოძრაობა.MimoWork-ის საუკეთესო CO2 ლაზერული გრავირების მანქანა აღჭურვილია უჯაგრისო ძრავით და შეუძლია მიაღწიოს მაქსიმალურ გრავირების სიჩქარეს 2000 მმ/წმ-მდე.CO2 ლაზერული საჭრელ მანქანაში უჯაგრისო დენის ძრავა იშვიათად გვხვდება. ეს იმიტომ ხდება, რომ მასალის ჭრის სიჩქარე შეზღუდულია მასალების სისქით. პირიქით, მასალებზე გრაფიკის ამოსაკვეთად მხოლოდ მცირე სიმძლავრეა საჭირო. ლაზერული გრავირებით აღჭურვილი უჯაგრისო ძრავა...შეამცირეთ გრავირების დრო უფრო დიდი სიზუსტით.
სერვოძრავა და საფეხუროვანი ძრავა
CO2 ლაზერული გრავირების მაგიდასთან შეწყვილებისას, სერვოძრავები უფრო მაღალ ბრუნვის მომენტს და სიზუსტეს გვთავაზობენ, განსაკუთრებით ისეთი ტექნიკური ამოცანებისთვის, როგორიცაა ფილტრის ქსოვილის ან საიზოლაციო საფარის ჭრა. მიუხედავად იმისა, რომ ისინი უფრო ძვირია და საჭიროებენ ენკოდერებსა და გადაცემათა კოლოფებს, რაც ინსტალაციას ცოტა უფრო ართულებს, ისინი იდეალურია მომთხოვნი აპლიკაციებისთვის. ამასთან, თუ თქვენ მარტივ ხელნაკეთ საჩუქრებს ან აბრებს ამზადებთ, თქვენს ლაზერული გრავირების მაგიდაზე დამონტაჟებული სტეპერიანი ძრავა, როგორც წესი, კარგად ასრულებს თავის საქმეს.
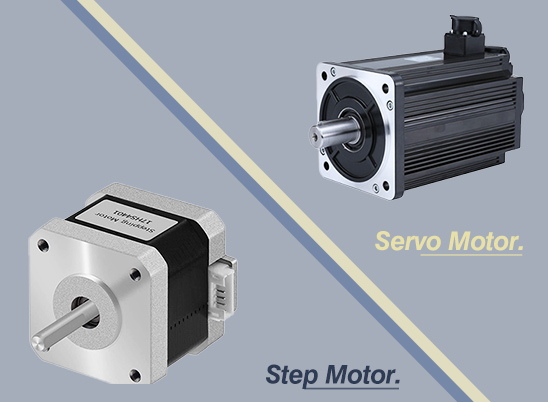
თითოეულ ძრავას აქვს თავისი დადებითი და უარყოფითი მხარეები. ის, რომელიც თქვენთვის შესაფერისია, თქვენთვის საუკეთესოა.
რა თქმა უნდა, MimoWork-ს შეუძლია უზრუნველყოსCO2 ლაზერული გრავიორი და საჭრელი სამი ტიპის ძრავითთქვენი მოთხოვნილებებისა და ბიუჯეტის საფუძველზე.
ბ. ქამრის ამძრავი VS გადაცემათა კოლოფი
ღვედის ამძრავი ბორბლების დასაკავშირებლად ღვედის გამოყენებით მუშაობს, ხოლო გადაცემათა კოლოფი გადამრთველებს ერთმანეთთან დაკავშირებული კბილების მეშვეობით პირდაპირ აკავშირებს. ლაზერულ აპარატებში ორივე სისტემა ხელს უწყობს პორტის გადაადგილებას და გავლენას ახდენს მანქანის სიზუსტეზე.
მოდით შევადაროთ ორივე შემდეგ ცხრილს:
| ქამრის წამყვანი | გადაცემათა კოლოფი |
| ძირითადი ელემენტი: ბორბლები და ღვედი | ძირითადი ელემენტის გადაცემათა კოლოფი |
| მეტი სივრცეა საჭირო | საჭიროა ნაკლები სივრცე, ამიტომ ლაზერული აპარატი შეიძლება დაპროექტდეს უფრო პატარა ზომის. |
| მაღალი ხახუნის დანაკარგები, შესაბამისად, დაბალი გადაცემა და ნაკლები ეფექტურობა | დაბალი ხახუნის დანაკარგი, შესაბამისად, უფრო მაღალი გადაცემა და მეტი ეფექტურობა |
| გადაცემათა კოლოფთან შედარებით უფრო დაბალი სიცოცხლის ხანგრძლივობა, ჩვეულებრივ იცვლება ყოველ 3 წელიწადში ერთხელ | გაცილებით ხანგრძლივი მომსახურების ვადაა, ვიდრე ქამრიანი ამძრავები, ჩვეულებრივ იცვლება ყოველ ათწლეულში |
| საჭიროებს მეტ მოვლას, მაგრამ მოვლა შედარებით იაფი და მოსახერხებელია | ნაკლებ მოვლას საჭიროებს, მაგრამ მოვლა-პატრონობის ღირებულება შედარებით ძვირი და შრომატევადია |
| შეზეთვა არ არის საჭირო | საჭიროა რეგულარული შეზეთვა |
| ძალიან ჩუმი მუშაობისას | ხმაურიანი მუშაობისას |
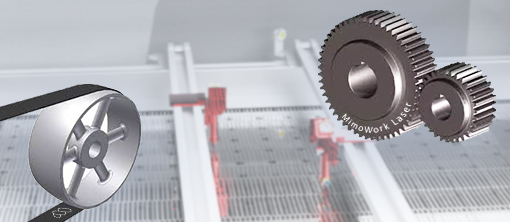
ლაზერული საჭრელი მანქანებისთვის, როგორც წესი, გამოიყენება როგორც გადაცემათა კოლოფის, ასევე ქამრის ამძრავი სისტემები, რომლებსაც აქვთ როგორც დადებითი, ასევე უარყოფითი მხარეები. მოკლედ რომ ვთქვათ,ქამრის ამძრავი სისტემა უფრო ხელსაყრელია მცირე ზომის, მფრინავი ოპტიკური ტიპის მანქანებში; უფრო მაღალი გადაცემის და გამძლეობის გამო,გადაცემათა კოლოფი უფრო შესაფერისია დიდი ფორმატის ლაზერული საჭრელისთვის, რომელიც, როგორც წესი, ჰიბრიდული ოპტიკური დიზაინით არის აღჭურვილი.
ქამრის წამყვანი სისტემით
CO2 ლაზერული გრავიორი და საჭრელი:



გადაცემათა კოლოფის წამყვანი სისტემით
CO2 ლაზერული საჭრელი:

გ. სტაციონარული სამუშაო მაგიდა კონვეიერის სამუშაო მაგიდის წინააღმდეგ
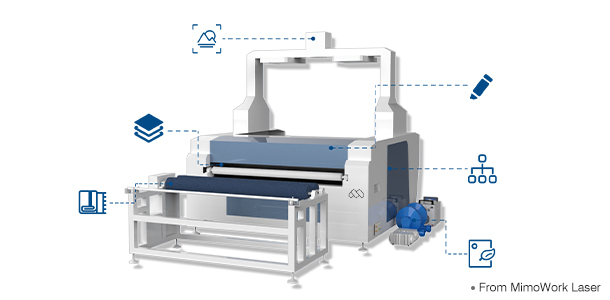
ლაზერული დამუშავების ოპტიმიზაციისთვის, თქვენ გჭირდებათ არა მხოლოდ მაღალი ხარისხის ლაზერული მარაგი და ლაზერული თავის გადასაადგილებლად შესანიშნავი მამოძრავებელი სისტემა, არამედ შესაფერისი მასალის საყრდენი მაგიდაც. მასალასთან ან გამოყენებასთან შესაბამისობაში მოყვანილი სამუშაო მაგიდა ნიშნავს, რომ თქვენ შეგიძლიათ მაქსიმალურად გამოიყენოთ თქვენი ლაზერული აპარატის პოტენციალი.
ზოგადად, სამუშაო პლატფორმების ორი კატეგორია არსებობს: სტაციონარული და მობილური.
(სხვადასხვა გამოყენებისთვის, შეიძლება დაგჭირდეთ ყველა სახის მასალის გამოყენება, ანფურცლოვანი მასალა ან დახვეული მასალა)
○სტაციონარული სამუშაო მაგიდაიდეალურია ფურცლოვანი მასალების, როგორიცაა აკრილი, ხე, ქაღალდი (მუყაო), განსათავსებლად.
• დანის ზოლის მაგიდა
• თაფლის სავარცხლის მაგიდა


○კონვეიერის სამუშაო მაგიდაიდეალურია რულონის მასალების, როგორიცაა ქსოვილი, ტყავი, ქაფი, განსათავსებლად.
• სამგზავრო მაგიდა
• კონვეიერის მაგიდა


შესაფერისი სამუშაო მაგიდის დიზაინის უპირატესობები
✔ჭრის გამონაბოლქვის შესანიშნავი ექსტრაქცია
✔მასალის სტაბილიზაცია, ჭრის დროს გადაადგილება არ ხდება
✔მოსახერხებელია სამუშაო ნაწილების ჩატვირთვა და გადმოტვირთვა
✔ოპტიმალური ფოკუსირების მიმართულება ბრტყელი ზედაპირების წყალობით
✔მარტივი მოვლა და გაწმენდა
დ. ავტომატური აწევა ხელით აწევის პლატფორმის წინააღმდეგ
როდესაც გრავირებთ მყარ მასალებს, მაგალითადაკრილი (PMMA)დახე (MDF), მასალები განსხვავდება სისქითშესაბამისი ფოკუსირების სიმაღლე გრავირების ეფექტის ოპტიმიზაციას უწყობს ხელს. ყველაზე პატარა ფოკუსირების წერტილის მოსაძებნად აუცილებელია რეგულირებადი სამუშაო პლატფორმა. CO2 ლაზერული გრავირების აპარატისთვის, როგორც წესი, შედარებულია ავტომატური და ხელით ამწევი პლატფორმები. თუ თქვენი ბიუჯეტი საკმარისია, აირჩიეთ ავტომატური ამწევი პლატფორმები.ეს არა მხოლოდ ჭრისა და გრავირების სიზუსტის გაუმჯობესებას უწყობს ხელს, არამედ უამრავ დროსა და ძალისხმევასაც დაგიზოგავთ.
ე. ზედა, გვერდითი და ქვედა ვენტილაციის სისტემა

CO2 ლაზერული აპარატის ყველაზე გავრცელებული არჩევანი ქვედა ვენტილაციის სისტემაა, თუმცა MimoWork-ს ასევე აქვს სხვა ტიპის დიზაინი ლაზერული დამუშავების მთელი გამოცდილების გასაუმჯობესებლად.დიდი ზომის ლაზერული ჭრის მანქანა, MimoWork გამოიყენებს კომბინირებულსზედა და ქვედა გამონაბოლქვი სისტემამაღალი ხარისხის ლაზერული ჭრის შედეგების შენარჩუნებისას ექსტრაქციის ეფექტის გასაძლიერებლად. ჩვენი უმრავლესობისთვისგალვოს მარკირების მანქანა, ჩვენ დავაყენებთგვერდითი ვენტილაციის სისტემაგამონაბოლქვის გამოსაბოლქვი. დანადგარის ყველა დეტალი უკეთ უნდა იყოს მიზანმიმართული თითოეული ინდუსტრიის პრობლემების გადასაჭრელად.
An ექსტრაქციის სისტემადამუშავებული მასალის ქვეშ წარმოიქმნება ჰაერი. ის არა მხოლოდ თერმული დამუშავებით წარმოქმნილი კვამლის გამოდევნას ახდენს, არამედ ასტაბილურებს მასალებს, განსაკუთრებით მსუბუქ ქსოვილს. რაც უფრო დიდია დამუშავების ზედაპირის ის ნაწილი, რომელიც დამუშავებული მასალით არის დაფარული, მით უფრო მაღალია შეწოვის ეფექტი და შედეგად მიღებული შეწოვის ვაკუუმი.
CO2 მინის ლაზერული მილები CO2 RF ლაზერული მილების წინააღმდეგ
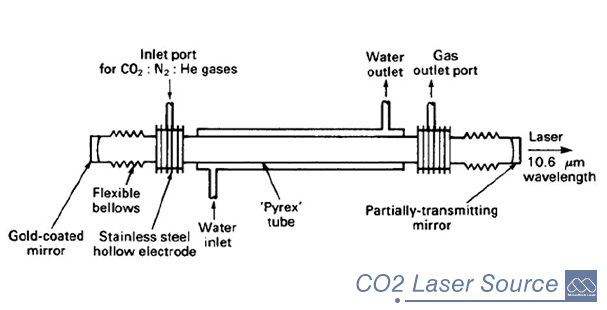
ა. CO2 ლაზერის აგზნების პრინციპი
ნახშირორჟანგის ლაზერი ერთ-ერთი პირველი გაზის ლაზერი იყო, რომელიც შემუშავდა. ათწლეულების განმავლობაში განვითარების შედეგად, ეს ტექნოლოგია ძალიან განვითარებულია და საკმარისია მრავალი გამოყენებისთვის. CO2 ლაზერული მილი ლაზერს აღძრავს შემდეგი პრინციპით.ბრწყინვალების გამონადენიდაელექტრო ენერგიას კონცენტრირებულ სინათლის ენერგიად გარდაქმნისლაზერული მილის შიგნით ნახშირორჟანგზე (აქტიური ლაზერული საშუალება) და სხვა გაზზე მაღალი ძაბვის გამოყენებით, გაზი წარმოქმნის ელვარების განმუხტვას და განუწყვეტლივ აღიგზნება კონტეინერში, რომელიც ამრეკლავ სარკეებს შორისაა, სადაც სარკეები განლაგებულია ჭურჭლის ორივე მხარეს ლაზერის გენერირებისთვის.
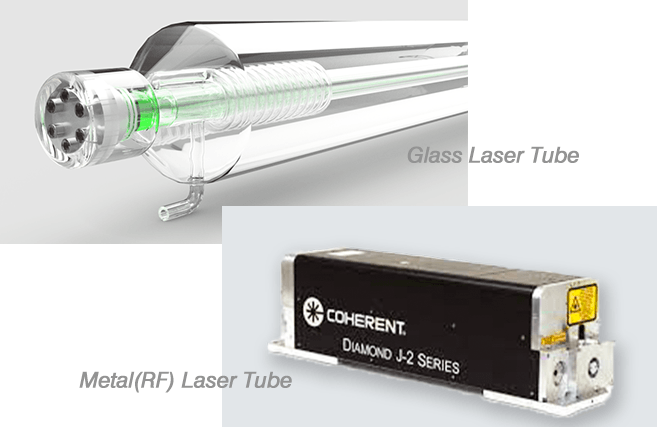
ბ. CO2 მინის ლაზერული მილისა და CO2 RF ლაზერული მილის განსხვავება
თუ გსურთ CO2 ლაზერული აპარატის უფრო სრულყოფილი გაგება, უნდა ჩაუღრმავდეთ მის დეტალებს.ლაზერული წყაროროგორც არალითონური მასალების დასამუშავებლად ყველაზე შესაფერისი ლაზერული ტიპი, CO2 ლაზერული წყარო შეიძლება დაიყოს ორ ძირითად ტექნოლოგიად:შუშის ლაზერული მილიდაRF ლითონის ლაზერული მილი.
(სხვათა შორის, მაღალი სიმძლავრის სწრაფი ღერძული ნაკადის CO2 ლაზერი და ნელი ღერძული ნაკადის CO2 ლაზერი დღეს ჩვენი განხილვის საგანი არ არის)
| შუშის (DC) ლაზერული მილები | ლითონის (RF) ლაზერული მილები | |
| სიცოცხლის ხანგრძლივობა | 2500-3500 საათი | 20,000 საათი |
| ბრენდი | ჩინური | თანმიმდევრული |
| გაგრილების მეთოდი | წყლის გაგრილება | წყლის გაგრილება |
| დატენვადი | არა, მხოლოდ ერთჯერადი გამოყენების | კი |
| გარანტია | 6 თვე | 12 თვე |
კონტროლის სისტემა და პროგრამული უზრუნველყოფა
CO2 ლაზერული საჭრელი დანადგარის პროგრამული უზრუნველყოფა სისტემის ტვინის ფუნქციას ასრულებს და CNC პროგრამირების გამოყენებით ლაზერის მოძრაობის წარმართვასა და სიმძლავრის დონის რეგულირებას ახდენს. ის უზრუნველყოფს მოქნილ წარმოებას, რაც საშუალებას გაძლევთ სწრაფად შეცვალოთ დიზაინი და დაამუშაოთ სხვადასხვა მასალები - უბრალოდ ლაზერული სიმძლავრისა და ჭრის სიჩქარის რეგულირებით, ხელსაწყოს შეცვლის გარეშე.
ბაზარზე ბევრი ადამიანი შეადარებს ჩინეთის პროგრამულ ტექნოლოგიას ევროპული და ამერიკული ლაზერული კომპანიების პროგრამულ ტექნოლოგიას. მარტივი ჭრისა და გრავირების მიზნით, ბაზარზე არსებული უმეტესი პროგრამული უზრუნველყოფის ალგორითმები დიდად არ განსხვავდება. მრავალი მწარმოებლისგან მიღებული მონაცემების მრავალწლიანი უკუკავშირის საფუძველზე, ჩვენს პროგრამულ უზრუნველყოფას აქვს შემდეგი მახასიათებლები:
1. მარტივი გამოსაყენებელი
2. სტაბილური და უსაფრთხო ოპერაცია გრძელვადიან პერსპექტივაში
3. წარმოების დროის ეფექტურად შეფასება
4. DXF, AI, PLT და სხვა მრავალი ფაილის მხარდაჭერა
5. ერთდროულად იმპორტირეთ მრავალი საჭრელი ფაილი მოდიფიკაციის შესაძლებლობებით
6. ჭრის ნიმუშების ავტომატური განლაგება სვეტებისა და რიგების მასივებითმიმო-ბუდე


ჩვეულებრივი ჭრის პროგრამული უზრუნველყოფის საფუძვლის გარდა,მხედველობის ამოცნობის სისტემაშეუძლია გააუმჯობესოს წარმოების ავტომატიზაციის ხარისხი, შეამციროს შრომა და გააუმჯობესოს ჭრის სიზუსტე. მარტივად რომ ვთქვათ, CO2 ლაზერულ აპარატზე დამონტაჟებული CCD კამერა ან HD კამერა ადამიანის თვალის მსგავსად მოქმედებს და ლაზერულ აპარატს აძლევს მითითებებს, თუ სად უნდა გაჭრას. ეს ტექნოლოგია ფართოდ გამოიყენება ციფრული ბეჭდვის აპლიკაციებსა და ნაქარგობის სფეროებში, როგორიცაა საღებავით სუბლიმაციის სპორტული ტანსაცმელი, გარე დროშები, ნაქარგობის ლაქები და მრავალი სხვა. MimoWork-ს შეუძლია უზრუნველყოს ხედვის ამოცნობის სამი ტიპი:
▮ კონტურის ამოცნობა
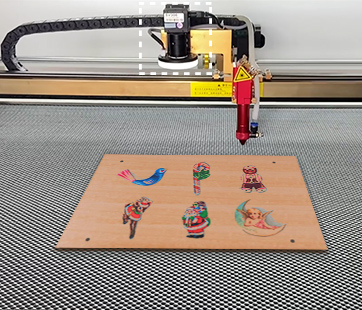
ციფრული და სუბლიმაციური ბეჭდვა სულ უფრო პოპულარული ხდება, განსაკუთრებით ისეთ პროდუქტებში, როგორიცაა სპორტული ტანსაცმელი, ბანერები და ცრემლის წვეთები. ამ ნაბეჭდი ქსოვილების ზუსტად დაჭრა მაკრატლით ან ტრადიციული პირებით შეუძლებელია. სწორედ აქ გამოირჩევიან ვიზუალზე დაფუძნებული ლაზერული სისტემები. მაღალი გარჩევადობის კამერის გამოყენებით, მანქანა იღებს ნიმუშს და ავტომატურად ჭრის მისი კონტურის გასწვრივ - არ არის საჭირო საჭრელი ქლიბი ან ხელით მოჭრა. ეს არა მხოლოდ აუმჯობესებს სიზუსტეს, არამედ აჩქარებს წარმოებას.
ოპერაციის სახელმძღვანელო:
1. ნიმუშიანი პროდუქტების კვება >
2. გადაუღეთ ფოტო ნიმუშისთვის >
3. დაიწყეთ კონტურული ლაზერული ჭრა >
4. შეაგროვეთ დასრულებული >
▮ რეგისტრაციის წერტილი
CCD კამერაშეუძლია ხის დაფაზე დაბეჭდილი ნიმუშის ამოცნობა და ადგილმდებარეობის დადგენა, რაც ლაზერს ზუსტი ჭრის საშუალებას აძლევს. დაბეჭდილი ხისგან დამზადებული ხის აბრების, დაფების, ნამუშევრების და ხის ფოტოების დამუშავება მარტივად შეიძლება.
ნაბიჯი 1.
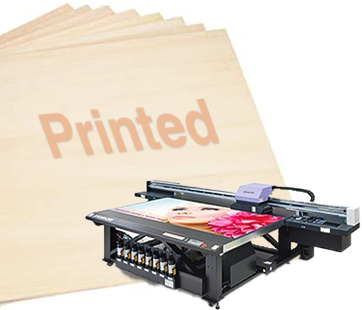
>> პირდაპირ დაბეჭდეთ თქვენი ნიმუში ხის დაფაზე
ნაბიჯი 2.
>> CCD კამერა ეხმარება ლაზერს თქვენი დიზაინის დაჭრაში
ნაბიჯი 3.

>> შეაგროვეთ თქვენი დასრულებული ნაწილები
▮ შაბლონის შესაბამისობა
ზოგიერთი ერთი ზომისა და ნიმუშის მქონე პატჩების, ეტიკეტების, დაბეჭდილი ფოლგებისთვის, MimoWork-ის შაბლონის შესატყვისი ხედვის სისტემა დიდ დახმარებას გაგიწევთ. ლაზერულ სისტემას შეუძლია ზუსტად ამოჭრას პატარა ნიმუში დადგენილი შაბლონის ამოცნობით და განლაგებით, რომელიც წარმოადგენს დიზაინის საჭრელ ფაილს, სხვადასხვა პატჩების მახასიათებლის შესატყვისად. ნებისმიერი ნიმუში, ლოგო, ტექსტი ან სხვა ვიზუალურად ამოსაცნობი ნაწილი შეიძლება იყოს მახასიათებელი.
ლაზერის პარამეტრები
MimoWork გთავაზობთ მრავალ დამატებით ვარიანტს ყველა ძირითადი ლაზერული საჭრელისთვის, მკაცრად თითოეული გამოყენების შესაბამისად. ყოველდღიური წარმოების პროცესში, ლაზერული აპარატის ეს მორგებული დიზაინი მიზნად ისახავს პროდუქტის ხარისხისა და მოქნილობის გაზრდას ბაზრის მოთხოვნების შესაბამისად. ჩვენთან ადრეული კომუნიკაციის ყველაზე მნიშვნელოვანი რგოლია იცოდეთ თქვენი წარმოების სიტუაცია, რა ინსტრუმენტები გამოიყენება ამჟამად წარმოებაში და რა პრობლემები წარმოიქმნება წარმოებაში. ასე რომ, მოდით წარმოგიდგინოთ რამდენიმე გავრცელებული დამატებითი კომპონენტი, რომლებიც სასურველია.
ა. რამდენიმე ლაზერული თავი თქვენთვის ასარჩევად
ერთ მანქანაზე რამდენიმე ლაზერული თავისა და მილის დამატება წარმოების გაზრდის მარტივი და ეკონომიური გზაა. ეს ზოგავს როგორც ინვესტიციას, ასევე ფართობს რამდენიმე ცალკეული მანქანის შეძენასთან შედარებით. თუმცა, ეს ყოველთვის საუკეთესო ვარიანტი არ არის. თქვენ უნდა გაითვალისწინოთ თქვენი სამუშაო მაგიდის ზომა და ჭრის ნიმუშები. სწორედ ამიტომ, ჩვენ, როგორც წესი, ვთხოვთ მომხმარებლებს, შეკვეთის განთავსებამდე გაგვიზიარონ ნიმუშის დიზაინი.
დამატებითი კითხვები ლაზერული აპარატის ან ლაზერული მოვლა-პატრონობის შესახებ
გამოქვეყნების დრო: 2021 წლის 12 ოქტომბერი