
ການເຊື່ອມໂລຫະເລເຊີ vs ການເຊື່ອມ TIG: ສິ່ງທີ່ປ່ຽນແປງໃນປີ 2024
Handheld Laser Welding ແມ່ນຫຍັງ?

Handheld Laser Welding ສະແຕນເລດ
ການເຊື່ອມໂລຫະດ້ວຍເລເຊີດ້ວຍມືໃຊ້ອຸປະກອນເລເຊີແບບພົກພາເພື່ອເຂົ້າຮ່ວມວັດສະດຸ, ໂດຍປົກກະຕິແມ່ນໂລຫະ.
ການເຊື່ອມໂລຫະ laser handheld ອະນຸຍາດໃຫ້ສໍາລັບການຍິ່ງໃຫຍ່ກວ່າmaneuverability ແລະຄວາມແມ່ນຍໍາ,
ແລະຜະລິດການເຊື່ອມໂລຫະທີ່ມີຄຸນນະພາບສູງ, ສະອາດດ້ວຍຫນ້ອຍທີ່ສຸດການປ້ອນຄວາມຮ້ອນ,
ການຫຼຸດຜ່ອນການບິດເບືອນແລະຄວາມຕ້ອງການສໍາລັບການປຸງແຕ່ງຫລັງການເຊື່ອມໂລຫະຢ່າງກວ້າງຂວາງ.
ຜູ້ປະຕິບັດງານສາມາດປັບພະລັງງານແລະຄວາມໄວຂອງເລເຊີໄດ້ຢ່າງງ່າຍດາຍ,
ການເປີດໃຊ້ງານການຕັ້ງຄ່າປັບແຕ່ງສໍາລັບວັດສະດຸແລະຄວາມຫນາທີ່ແຕກຕ່າງກັນ.
ຕາຕະລາງເນື້ອໃນ:
ການເຮັດຄວາມສະອາດການເຊື່ອມເລເຊີແມ່ນຫຍັງ?
ຄວາມສໍາຄັນຂອງຄວາມສະອາດໃນການເຊື່ອມໂລຫະ

ການທໍາຄວາມສະອາດທາງສ່ວນຫນ້າຂອງການເຊື່ອມສໍາລັບການເຊື່ອມໂລຫະ TIG
ໃນເວລາທີ່ມັນມາກັບການເຊື່ອມໂລຫະ,
ຄວາມສະອາດມີບົດບາດສໍາຄັນໃນການບັນລຸຄຸນນະພາບສູງຜົນໄດ້ຮັບ.
ຫຼັກການນີ້ໃຊ້ໄດ້ທັງການເຊື່ອມໂລຫະ TIG ແລະການເຊື່ອມໂລຫະດ້ວຍມື,
ແຕ່ວິທີການກະກຽມວັດສະດຸແມ່ນແຕກຕ່າງກັນຢ່າງຫຼວງຫຼາຍ.
ສໍາລັບຂະບວນການເຊື່ອມໂລຫະໃດໆ,
ການປະກົດຕົວຂອງສານປົນເປື້ອນເຊັ່ນ: ຂີ້ຝຸ່ນ, ສີ, ແລະນໍ້າມັນ
ສາມາດປະນີປະນອມຢ່າງຮ້າຍແຮງຄວາມສົມບູນຂອງການເຊື່ອມ.
ຄວາມບໍ່ສະອາດເຫຼົ່ານີ້ສາມາດນໍາໄປສູ່ຂໍ້ຕໍ່ທີ່ອ່ອນແອ, porosity, ແລະຂໍ້ບົກພ່ອງອື່ນໆ
ທີ່ທໍາລາຍຄວາມເຂັ້ມແຂງຂອງຜະລິດຕະພັນສຸດທ້າຍ.
ນີ້ແມ່ນວິທີທີ່ເຈົ້າຄວນຈັດການກັບສິ່ງປົນເປື້ອນເຫຼົ່ານີ້:ການທໍາຄວາມສະອາດການເຊື່ອມເລເຊີ.
ການເຊື່ອມໂລຫະເລເຊີ vs ການເຊື່ອມ TIG: ການເຮັດຄວາມສະອາດການເຊື່ອມເລເຊີ
ພື້ນຜິວທີ່ສະອາດຜະລິດການເຊື່ອມໂລຫະທີ່ມີຄຸນນະພາບສູງ

Laser Weld Cleaning ສໍາລັບການທໍາຄວາມສະອາດ Laser Handheld
ໃນຂະນະທີ່ການເຊື່ອມໂລຫະ TIG ອີງໃສ່ຄູ່ມືວິທີການເຮັດຄວາມສະອາດເຊັ່ນ: ການຂັດມຸມແລະການເຊັດ acetone,
ການເຊື່ອມໂລຫະດ້ວຍເລເຊີດ້ວຍມືໃຫ້ຫຼາຍກວ່າສະດວກທາງເລືອກທີ່ມີຄວາມສາມາດໃນການເຮັດຄວາມສະອາດປະສົມປະສານຂອງມັນ.
ນະວັດຕະກໍານີ້ບໍ່ພຽງແຕ່ເພີ່ມປະສິດທິພາບ
ແຕ່ຍັງຮັບປະກັນວ່າຂະບວນການເຊື່ອມໂລຫະແມ່ນມີປະສິດທິພາບເທົ່າທີ່ເປັນໄປໄດ້,
ໃນທີ່ສຸດເຮັດໃຫ້ຜົນໄດ້ຮັບທີ່ດີກວ່າ.
ການກະກຽມການເຊື່ອມໂລຫະ TIG:
ໃນ TIG (Tungsten Inert Gas) ການເຊື່ອມໂລຫະ, ການກະກຽມຢ່າງລະມັດລະວັງເປັນສິ່ງຈໍາເປັນ.
ກ່ອນທີ່ຈະເລີ່ມຕົ້ນຂະບວນການເຊື່ອມໂລຫະ,
ມັນເປັນເລື່ອງທົ່ວໄປທີ່ຈະໃຊ້ເຄື່ອງຕັດມຸມເພື່ອເອົາ rust ຫຼືການເຄືອບອອກຈາກຫນ້າດິນຂອງວັດສະດຸ.
ການເຮັດຄວາມສະອາດກົນຈັກນີ້ຊ່ວຍໃຫ້ແນ່ໃຈວ່າຫນ້າດິນແມ່ນບໍ່ມີສິ່ງເສດເຫຼືອ.
ປະຕິບັດຕາມນີ້, ເຊັດຢ່າງລະອຽດກັບອາເຊໂທນປົກກະຕິແລ້ວແມ່ນປະຕິບັດ.
Acetone ແມ່ນສານລະລາຍທີ່ມີປະສິດທິພາບເອົາອອກຢ່າງມີປະສິດທິພາບນໍ້າມັນ ຫຼືສານປົນເປື້ອນທີ່ຍັງເຫຼືອ,
ອອກຈາກພື້ນຜິວທີ່ສະອາດສໍາລັບການເຊື່ອມໂລຫະ.
ຂະບວນການທໍາຄວາມສະອາດສອງຂັ້ນຕອນນີ້ສາມາດໃຊ້ເວລາຫຼາຍ,
ແຕ່ມັນເປັນສິ່ງສໍາຄັນສໍາລັບການບັນລຸການເຊື່ອມໂລຫະທີ່ເຂັ້ມແຂງແລະທົນທານ.
ການກຽມການເຊື່ອມໂລຫະດ້ວຍມືດ້ວຍເລເຊີ
ໃນທາງກົງກັນຂ້າມ, ການເຊື່ອມໂລຫະ laser ມືຖືສະເຫນີ
ອີກວິທີການປັບປຸງການກະກຽມດ້ານ.
ດ້ວຍ ກ3-in-1welder laser, ຂະບວນການຈະກາຍເປັນງ່າຍຂຶ້ນຢ່າງຫຼວງຫຼາຍ.
ເຄື່ອງທີ່ກ້າວຫນ້າເຫຼົ່ານີ້ໂດຍປົກກະຕິມາພ້ອມກັບອຸປະກອນnozzles ປ່ຽນກັນໄດ້
ທີ່ອະນຸຍາດໃຫ້ສໍາລັບການທໍາຄວາມສະອາດພື້ນຜິວຢ່າງຖືກຕ້ອງກ່ອນທີ່ຈະເຊື່ອມ.
ບໍ່ເຫມືອນກັບວິທີການແບບດັ້ງເດີມ, ບ່ອນທີ່ຕ້ອງການເຄື່ອງມືແລະຕົວແທນເຮັດຄວາມສະອາດແຍກຕ່າງຫາກ,
ຊ່າງເຊື່ອມເລເຊີສາມາດທຳຄວາມສະອາດພື້ນຜິວໄດ້ຢ່າງງ່າຍດາຍດ້ວຍເລເຊີທີ່ສຸມໃສ່.
ນີ້ບໍ່ພຽງແຕ່ຊ່ວຍປະຢັດເວລາ, ແຕ່ຍັງຫຼຸດຜ່ອນຈໍານວນອຸປະກອນຕ້ອງການຢູ່ໃນເວັບໄຊ.
ການເຊື່ອມໂລຫະເລເຊີ vs ການເຊື່ອມ TIG ມີການປ່ຽນແປງໃນປີ 2024
ຕິດຕໍ່ພວກເຮົາສໍາລັບຂໍ້ມູນເພີ່ມເຕີມກ່ຽວກັບລະບົບການເຊື່ອມເລເຊີ Handheld
ເປັນຫຍັງຕ້ອງໃຊ້ Shielding Gas ໃນການເຊື່ອມ?
ທາງເລືອກຂອງການປ້ອງກັນອາຍແກັສມີບົດບາດສໍາຄັນ

ອາຍແກັສປ້ອງກັນສໍາລັບການເຊື່ອມ TIG: Argon
ໃນເວລາທີ່ມັນມາກັບການເຊື່ອມໂລຫະ,
ການເລືອກອາຍແກັສປ້ອງກັນແມ່ນມີຄວາມຈໍາເປັນສໍາລັບການຮັບປະກັນຜົນໄດ້ຮັບທີ່ມີຄຸນນະພາບສູງ.
ໂດຍສະເພາະ, ການເຊື່ອມໂລຫະ TIG ແລະການເຊື່ອມໂລຫະດ້ວຍມືດ້ວຍເລເຊີມີຄວາມຕ້ອງການແລະທາງເລືອກທີ່ແຕກຕ່າງກັນ
ໃນເວລາທີ່ມັນມາກັບ shielding gases, ຜົນກະທົບທັງປະສິດທິພາບແລະຄ່າໃຊ້ຈ່າຍ.
ອາຍແກັສໄສ້ໃນການເຊື່ອມໂລຫະ TIG
ໃນ TIG (Tungsten Inert Gas) ການເຊື່ອມ,
ອາຍແກັສປ້ອງກັນຕົ້ນຕໍທີ່ໃຊ້ແມ່ນຄວາມບໍລິສຸດສູງອາກອນ.
ອາຍແກັສ noble ໄດ້ຖືກເລືອກສໍາລັບຄວາມສາມາດທີ່ດີເລີດຂອງມັນປົກປ້ອງສະລອຍນ້ໍາເຊື່ອມ
ຈາກການປົນເປື້ອນຂອງບັນຍາກາດ, ໂດຍສະເພາະການຜຸພັງ.
Oxidation ສາມາດນໍາໄປສູ່ການຂໍ້ບົກພ່ອງໃນການເຊື່ອມໂລຫະເຊັ່ນ: porosity ແລະຂໍ້ຕໍ່ທີ່ອ່ອນແອ,
ທີ່ປະນີປະນອມຄວາມສົມບູນໂດຍລວມຂອງໂລຫະ.
ເນື່ອງຈາກວ່າປະສິດທິພາບຂອງມັນ,
ການເຊື່ອມໂລຫະ TIG ມັກຈະຮຽກຮ້ອງໃຫ້ມີ aຢ່າງຕໍ່ເນື່ອງການສະຫນອງ argon ຕະຫຼອດຂະບວນການເຊື່ອມ.
ຢ່າງໃດກໍຕາມ, argon ສາມາດມີລາຄາແພງຂ້ອນຂ້າງ, ເຮັດໃຫ້ຄ່າໃຊ້ຈ່າຍໃນການດໍາເນີນງານສູງຂຶ້ນ,
ໂດຍສະເພາະໃນໂຄງການທີ່ຕ້ອງການການເຊື່ອມໂລຫະຢ່າງກວ້າງຂວາງ.
ອາຍແກັສໄສ້ໃນHandheld Laser Welding

ອາຍແກັສປ້ອງກັນທາງເລືອກສໍາລັບການເຊື່ອມໂລຫະເລເຊີ: ໄນໂຕຣເຈນ
ໃນທາງກົງກັນຂ້າມ, ການເຊື່ອມໂລຫະດ້ວຍມືດ້ວຍເລເຊີມັກຈະໃຊ້ໄນໂຕຣເຈນເປັນອາຍແກັສປ້ອງກັນ.
ໄນໂຕຣເຈນບໍ່ພຽງແຕ່ມີປະສິດທິພາບໃນການປ້ອງກັນການຜຸພັງ
ແຕ່ຍັງມີຫຼາຍຢ່າງຫຼວງຫຼາຍຄຸ້ມຄ່າກ່ວາ argon.
ຄວາມແຕກຕ່າງຂອງລາຄາສາມາດຢ່າງຫຼວງຫຼາຍ;
ໄນໂຕຣເຈນສາມາດເກືອບສາມເທື່ອລາຄາຖືກກວ່າ argon ທີ່ມີຄວາມບໍລິສຸດສູງ.
ນີ້ເຮັດໃຫ້ໄນໂຕຣເຈນເປັນທາງເລືອກທີ່ຫນ້າສົນໃຈສໍາລັບທຸລະກິດທີ່ຊອກຫາການຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍໂດຍບໍ່ມີການເສຍສະລະຄຸນນະພາບ.
TIG vs Laser Welding: ທາງເລືອກຂອງອາຍແກັສປ້ອງກັນ
ບັນລຸການປະຫຍັດໃນຂະນະທີ່ຮັກສາຄຸນນະພາບ
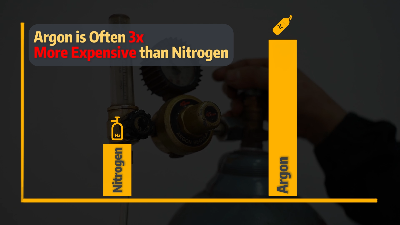
ການປຽບທຽບລາຄາລະຫວ່າງ Argon ແລະ Nitrogen
ການປ່ຽນໄປໃຊ້ໄນໂຕຣເຈນໃນຂໍ້ສະເຫນີການເຊື່ອມໂລຫະດ້ວຍເລເຊີດ້ວຍມືຫຼາຍຂໍ້ດີ
ປະຫຍັດຄ່າໃຊ້ຈ່າຍ:
ກັບທີ່ສໍາຄັນຄວາມແຕກຕ່າງຂອງລາຄາລະຫວ່າງ argon ແລະໄນໂຕຣເຈນ,
ການນໍາໃຊ້ໄນໂຕຣເຈນສາມາດນໍາໄປສູ່ການປະຫຍັດຢ່າງຫຼວງຫຼາຍໃນໄລຍະເວລາ.
ນີ້ແມ່ນຜົນປະໂຫຍດໂດຍສະເພາະສໍາລັບໂຄງການຂະຫນາດໃຫຍ່ຫຼືທຸລະກິດ
ທີ່ປະຕິບັດການເຊື່ອມໂລຫະເລື້ອຍໆ.
ການປົກປ້ອງທີ່ມີປະສິດທິພາບ:
ໄນໂຕຣເຈນໃຫ້ການປ້ອງກັນທີ່ພຽງພໍຕ້ານການຜຸພັງ,
ໃຫ້ແນ່ໃຈວ່າການເຊື່ອມໂລຫະຍັງຄົງຢູ່ສະອາດແລະແຂງແຮງ.
ໃນຂະນະທີ່ argon ແມ່ນເປັນທີ່ຮູ້ຈັກສໍາລັບການປົກປ້ອງທີ່ເຫນືອກວ່າ,
ໄນໂຕຣເຈນແມ່ນຍັງທາງເລືອກທີ່ເປັນໄປໄດ້ທີ່ປະສິດທິຜົນຕອບສະຫນອງຄວາມຕ້ອງການຂອງຄໍາຮ້ອງສະຫມັກການເຊື່ອມໂລຫະຈໍານວນຫຼາຍ.
ປຽບທຽບຂະບວນການເຊື່ອມ: Laser vs TIG Welding
ການເອົາໃຈໃສ່ຢ່າງລະມັດລະວັງກ່ຽວກັບເຕັກນິກບັນລຸຜົນໄດ້ຮັບທີ່ດີທີ່ສຸດ
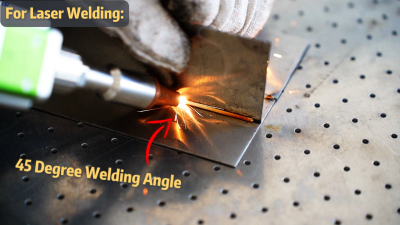
ມຸມຂວາສໍາລັບການເຊື່ອມໂລຫະເລເຊີ: 45 ອົງສາ
ເມື່ອອາຍແກັສປ້ອງກັນຖືກໄຫຼຢ່າງຖືກຕ້ອງ,
ມັນເປັນເວລາທີ່ຈະສຸມໃສ່ຂະບວນການເຊື່ອມໂລຫະຕົວຈິງ.
ທັງການເຊື່ອມໂລຫະ TIG (Tungsten Inert Gas) ແລະການເຊື່ອມໂລຫະດ້ວຍເລເຊີດ້ວຍມື
ຕ້ອງການເຕັກນິກທີ່ຊັດເຈນເພື່ອບັນລຸຜົນໄດ້ຮັບທີ່ມີຄຸນນະພາບສູງ,
ຢ່າງໃດກໍຕາມ, ພວກເຂົາເຈົ້າແຕກຕ່າງກັນໃນຂໍ້ກໍານົດສະເພາະແລະວິທີການຂອງເຂົາເຈົ້າ.
ການເຊື່ອມໂລຫະ TIGເຕັກນິກ
ແນໃສ່ຮັກສາ electrode ຢູ່ທີ່ໄລຍະທາງທີ່ດີທີ່ສຸດແລະຄວາມໄວເພື່ອປະກອບແລະນໍາພາສະນຸກເກີການເຊື່ອມ.
ໄລຍະຫ່າງນີ້ສາມາດແຕກຕ່າງກັນໄປຕາມວັດສະດຸແລະຄວາມຫນາທີ່ຖືກເຊື່ອມ.
ການຮັກສາມຸມທີ່ຖືກຕ້ອງ, ປົກກະຕິແລ້ວປະມານ15 ຫາ 20 ອົງສາ,
ຊ່ວຍໃນການບັນລຸການເຊື່ອມທີ່ສອດຄ່ອງແລະສະອາດ.
Handheld Laser Weldingເຕັກນິກ
ຫນຶ່ງໃນຜົນປະໂຫຍດຂອງການເຊື່ອມໂລຫະ laser ແມ່ນຄວາມສາມາດໃນການກໍານົດມຸມທີ່ສອດຄ່ອງ
ໂດຍປົກກະຕິປະມານ45 ອົງສາ, ຊ່ວຍໃຫ້ການຄຸ້ມຄອງຂະບວນການເຊື່ອມໂລຫະງ່າຍຂຶ້ນ.
ເມື່ອມຸມຖືກຕັ້ງ, ການຮັກສາຄວາມໄວສະຫມໍ່າສະເຫມີແມ່ນສໍາຄັນ.
ການເຊື່ອມໂລຫະເລເຊີດ້ວຍມືໂດຍປົກກະຕິຈະຜະລິດຄວາມຮ້ອນຫນ້ອຍເມື່ອປຽບທຽບກັບການເຊື່ອມໂລຫະ TIG.
ນີ້ຫມາຍຄວາມວ່າມີຄວາມສ່ຽງຫນ້ອຍຂອງ warping ຫຼືບິດເບືອນ,
ເຮັດໃຫ້ມັນເຫມາະສົມສໍາລັບການເຮັດວຽກທີ່ຊັດເຈນກ່ຽວກັບວັດສະດຸບາງໆ.
ຄວາມເຂັ້ມແຂງການເຊື່ອມໂລຫະ Laser vs TIG: Debunking Myths
ຄວາມເຂົ້າໃຈຜິດທົ່ວໄປກ່ຽວກັບການເຊື່ອມໂລຫະເລເຊີ
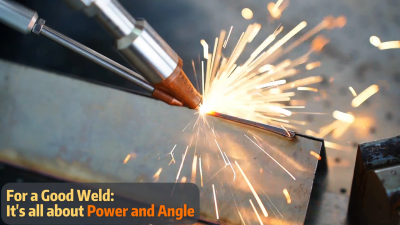
ສໍາລັບການເຊື່ອມໂລຫະ laser ມືຖືທີ່ດີ: ພະລັງງານ & ມຸມ
ຫນຶ່ງໃນຂໍ້ໄດ້ປຽບທີ່ສໍາຄັນຂອງການເຊື່ອມເລເຊີດ້ວຍມືແມ່ນຄວາມສາມາດໃນການສະຫນອງພະລັງງານທີ່ເຂັ້ມຂຸ້ນຊັດເຈນບ່ອນທີ່ມັນຈໍາເປັນ.
ກັບການຕັ້ງຄ່າພະລັງງານທີ່ຖືກຕ້ອງແລະມຸມທີ່ເຫມາະສົມ
ໂດຍປົກກະຕິປະມານ45 ອົງສາ, ການເຊື່ອມໂລຫະ laser ສາມາດບັນລຸ penetration ທີ່ດີເລີດແລະຄວາມເຂັ້ມແຂງ.
ຜົນຜະລິດພະລັງງານທີ່ຖືກຕ້ອງ
ການຕັ້ງຄ່າພະລັງງານຂອງເຄື່ອງເຊື່ອມເລເຊີແມ່ນມີຄວາມ ສຳ ຄັນຫຼາຍ.
ຜົນຜະລິດພະລັງງານຕໍ່າເກີນໄປສາມາດສົ່ງຜົນໃຫ້ການເຈາະບໍ່ພຽງພໍ, ນໍາໄປສູ່ການເຊື່ອມໂລຫະທີ່ອ່ອນແອ.
ໃນທາງກົງກັນຂ້າມ, ລະດັບພະລັງງານທີ່ເຫມາະສົມຊ່ວຍໃຫ້ເລເຊີເຮັດໃຫ້ວັດສະດຸລະລາຍຢ່າງມີປະສິດທິພາບ, ການສ້າງຂໍ້ຕໍ່ທີ່ເຂັ້ມແຂງ.
ການນໍາໃຊ້ອຸປະກອນ underpowered ຈະບໍ່ໃຫ້ຜົນໄດ້ຮັບທີ່ຕ້ອງການ.
ທັງ TIG ແລະ Handheld Laser Welding ແມ່ນມີປະສິດທິພາບ
ຕ້ອງການຮຽນຮູ້ເພີ່ມເຕີມກ່ຽວກັບການເຊື່ອມເລເຊີດ້ວຍມື?
Handheld Laser Welding: ວິທີການຮັກສາອຸປະກອນ
ການດູແລທີ່ເຫມາະສົມແລະເອົາໃຈໃສ່ກັບລາຍລະອຽດຈະຮັບປະກັນຜົນຜະລິດແລະຄວາມຫນ້າເຊື່ອຖື
ທ່ານຮູ້ບໍ່ວ່າການເຊື່ອມໂລຫະ TIG (Tungsten Inert Gas) ແລະເຄື່ອງເຊື່ອມເລເຊີດ້ວຍມືຖືກຈັດປະເພດເປັນ
ວິທີການເຊື່ອມໂລຫະທີ່ບໍ່ແມ່ນການບໍລິໂພກ?
ນີ້ຫມາຍຄວາມວ່າ, ພາຍໃຕ້ເງື່ອນໄຂທີ່ເຫມາະສົມແລະມີການດູແລທີ່ເຫມາະສົມ,
ອົງປະກອບທີ່ສໍາຄັນທີ່ໃຊ້ໃນຂະບວນການເຫຼົ່ານີ້ສາມາດຢູ່ໄດ້ດົນ
ໂດຍບໍ່ຈໍາເປັນຕ້ອງມີການທົດແທນເລື້ອຍໆ.
ອົງປະກອບທີ່ບໍ່ບໍລິໂພກ
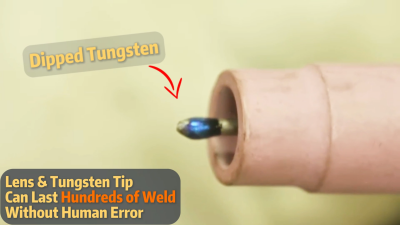
Dipped Tungsten ຜິດພາດສໍາລັບການເຊື່ອມ TIG
electrode tungsten ເປັນອົງປະກອບທີ່ສໍາຄັນໃນການເຊື່ອມໂລຫະ TIG.
ບໍ່ເຫມືອນກັບ electrodes ບໍລິໂພກໃນວິທີການເຊື່ອມອື່ນໆ,
ເຊັ່ນ: ການເຊື່ອມໂລຫະ MIG, electrode tungstenບໍ່ meltໃນລະຫວ່າງການຂະບວນການເຊື່ອມໂລຫະ.
ແທນທີ່ຈະ, ມັນຮັກສາຄວາມສົມບູນຂອງມັນ, ອະນຸຍາດໃຫ້ໃຊ້ເວລາດົນນານ.
ຢ່າງໃດກໍຕາມ, electrode ສາມາດປົນເປື້ອນຫຼື "dipped" ຖ້າມັນໄດ້ຮັບໃກ້ເກີນໄປກັບສະລອຍນ້ໍາເຊື່ອມ molten.
ໃນກໍລະນີດັ່ງກ່າວ, ມັນຕ້ອງໄດ້ຮັບການຕັດກັບຄືນໄປບ່ອນແລະດິນເພື່ອຟື້ນຟູຈຸດແຫຼມແລະປະສິດທິພາບປະສິດທິພາບ.
ບໍາລຸງຮັກສາເປັນປົກກະຕິຂອງ electrode tungsten ເປັນສິ່ງຈໍາເປັນສໍາລັບການບັນລຸການເຊື່ອມໂລຫະທີ່ສະອາດ, ຄຸນນະພາບສູງ.
ການກຽມການເຊື່ອມໂລຫະດ້ວຍມືດ້ວຍເລເຊີ

ເລເຊີເລນສໍາລັບການຮັກສາການເຊື່ອມໂລຫະດ້ວຍມື
ໃນການເຊື່ອມໂລຫະເລເຊີດ້ວຍມື, ເລນເລເຊີເຮັດໜ້າທີ່ເປັນຈຸດປະສານງານຂອງເລເຊີ.
ທັດສະນະທີ່ຕັ້ງຢ່າງຖືກຕ້ອງສາມາດຢູ່ໄດ້ດົນ, ສະຫນອງການປະຕິບັດທີ່ສອດຄ່ອງ.
ຢ່າງໃດກໍຕາມ, ຖ້າເລນມີຮອຍແຕກຍ້ອນການຈັດຕໍາແຫນ່ງທີ່ບໍ່ຖືກຕ້ອງຫຼືການສໍາຜັດກັບຄວາມຮ້ອນຫຼາຍເກີນໄປ
ມັນຈະຕ້ອງໄດ້ຮັບການທົດແທນ.
ການຮັກສາເລນຢູ່ໃນສະພາບທີ່ດີແມ່ນສໍາຄັນ,
ເຖິງແມ່ນວ່າຄວາມເສຍຫາຍເລັກນ້ອຍສາມາດສົ່ງຜົນກະທົບຕໍ່ຄວາມຖືກຕ້ອງແລະປະສິດທິພາບຂອງເລເຊີ, ນໍາໄປສູ່ການເຊື່ອມໂລຫະ suboptimal.
ຕ້ອງການຄູ່ມືອ້າງອີງທີ່ສົມບູນສໍາລັບການເຊື່ອມໂລຫະດ້ວຍມື?

ການເຊື່ອມໂລຫະເລເຊີດ້ວຍມືໃຫ້ຂໍ້ດີຫຼາຍຢ່າງ,
ແຕ່ມັນຍັງຕ້ອງການຄວາມເອົາໃຈໃສ່ຢ່າງພິຖີພິຖັນຕໍ່ອະນຸສັນຍາຄວາມປອດໄພ.
ບົດຄວາມນີ້ຈະສໍາຫຼວດການພິຈາລະນາຄວາມປອດໄພທີ່ສໍາຄັນສໍາລັບການເຊື່ອມໂລຫະ laser handheld.
ເຊັ່ນດຽວກັນກັບການໃຫ້ຄໍາແນະນໍາກ່ຽວກັບການເລືອກອາຍແກັສ shielding ແລະທາງເລືອກສາຍ filler ສໍາລັບປະເພດໂລຫະທົ່ວໄປ.
ການເຊື່ອມໂລຫະເລເຊີແມ່ນແຂງແຮງເທົ່າກັບການເຊື່ອມ TIG ບໍ?
ການເຊື່ອມໂລຫະເລເຊີແລະການເຊື່ອມໂລຫະ TIG (Tungsten Inert Gas) ທັງສອງມີຊື່ສຽງສໍາລັບຄວາມແມ່ນຍໍາແລະຄຸນນະພາບໃນການເຊື່ອມໂລຫະ.
ແຕ່ວ່າເຂົາເຈົ້າຍຶດໝັ້ນກັນແນວໃດໃນດ້ານຄວາມເຂັ້ມແຂງ?
ໃນວິດີໂອນີ້, ພວກເຮົາຈະເຂົ້າໃຈຄວາມແຕກຕ່າງທີ່ ສຳ ຄັນໃນປະສິດທິພາບການເຊື່ອມ,ຄວາມເຂົ້າກັນໄດ້ຂອງວັດສະດຸ, ແລະຄວາມທົນທານໂດຍລວມລະຫວ່າງເລເຊີແລະການເຊື່ອມ TIG.
Handheld Fiber Laser Weld (ການເຊື່ອມເລເຊີ Handheld)
ການເພີ່ມມູນຄ່າໃຫ້ກັບພູມສັນຖານການເຊື່ອມເລເຊີດ້ວຍມື
ເຄື່ອງເຊື່ອມເລເຊີຂະໜາດນ້ອຍເຮັດໃຫ້ການເຊື່ອມໂລຫະມີລາຄາຖືກ ແລະ ຄຸ້ມຄ່າ

ມີລັກສະນະເຄື່ອງທີ່ຫນາແຫນ້ນແລະຂະຫນາດນ້ອຍ.
ເຄື່ອງ welder laser ແບບພະກະພາແມ່ນເຄື່ອງມືຈມີປືນ welder laser handheld ເຄື່ອນທີ່ນ້ຳໜັກເບົາ.
ແລະສະດວກສໍາລັບຄໍາຮ້ອງສະຫມັກການເຊື່ອມໂລຫະຫຼາຍເລເຊີຢູ່ທີ່ມຸມໃດແລະດ້ານ.
ທາງເລືອກປະເພດຕ່າງໆຂອງ nozzles welder laser.
ລະບົບການໃຫ້ອາຫານເສັ້ນລວດອັດຕະໂນມັດທີ່ເປັນທາງເລືອກເຮັດໃຫ້ການດໍາເນີນງານການເຊື່ອມໂລຫະເລເຊີງ່າຍຂຶ້ນແລະທີ່ເປັນມິດກັບຜູ້ເລີ່ມຕົ້ນ.
5 ສິ່ງທີ່ກ່ຽວກັບການເຊື່ອມໂລຫະເລເຊີ (ທີ່ທ່ານພາດ)
ຖ້າທ່ານມັກວິດີໂອນີ້, ເປັນຫຍັງບໍ່ພິຈາລະນາຈອງຊ່ອງທາງ Youtube ຂອງພວກເຮົາບໍ?
ຄໍາຮ້ອງສະຫມັກທີ່ກ່ຽວຂ້ອງທ່ານອາດຈະສົນໃຈ:



Handheld Laser Weld ເປັນທາງເລືອກທີ່ດີເລີດສໍາລັບວຽກງານການເຊື່ອມໂລຫະດ້ວຍມື
ແລະອະນາຄົດເລີ່ມຕົ້ນຈາກເຈົ້າ!
ເວລາປະກາດ: ກັນຍາ-14-2024