
The Influence of Protective Gas in Laser Welding
What Can Right Protective Gas Get for You?
In laser welding, the choice of protective gas can have a significant impact on the formation, quality, depth, and width of the weld seam.
In the vast majority of cases, the introduction of protective gas has a positive effect on the weld seam while improper use of protective gas can have detrimental effects on welding.
The proper and improper effects of using the protective gas are as follows:
Proper Use
Improper Use
1. Effective Protection of The Weld Pool
Proper introduction of protective gas can effectively shield the weld pool from oxidation or even prevent oxidation altogether.
1. Deterioration of The Weld Seam
Improper introduction of protective gas may result in poor weld seam quality.
2. Reduction of Spattering
Correctly introducing protective gas can effectively reduce spattering during the welding process.
2. Cracking And Reduced Mechanical Properties
Choosing the wrong gas type can lead to weld seam cracking and decreased mechanical performance.
3. Uniform Formation of The Weld Seam
Proper introduction of protective gas promotes the even spreading of the weld pool during solidification, resulting in a uniform and aesthetically pleasing weld seam.
3. Increased Oxidation Or Interference
Choosing the wrong gas flow rate, whether too high or too low, can lead to increased oxidation of the weld seam. It can also cause severe disturbances to the molten metal, resulting in collapse or uneven formation of the weld seam.
4. Increased Laser Utilization
Correctly introducing protective gas can effectively reduce the shielding effect of metal vapor plumes or plasma clouds on the laser, thereby increasing the laser's efficiency.
4. Inadequate Protection or Negative Impact
Choosing the wrong gas introduction method can lead to insufficient protection of the weld seam or even have a negative effect on the formation of the weld seam.
5. Reduction of Weld Porosity
Correctly introducing protective gas can effectively minimize the formation of gas pores in the weld seam. By selecting the appropriate gas type, flow rate, and introduction method, ideal results can be achieved.
5. Influence on Weld Depth
The introduction of protective gas can have a certain impact on the depth of the weld, especially in thin plate welding, where it tends to reduce the weld depth.
Various Types of Protective Gas
The commonly used protective gases in laser welding are nitrogen (N2), argon (Ar), and helium (He). These gases have different physical and chemical properties, which result in varying effects on the weld seam.
1. Nitrogen (N2)
N2 has a moderate ionization energy, higher than Ar and lower than He. Under the action of the laser, it ionizes to a moderate degree, effectively reducing the formation of plasma clouds and increasing the laser's utilization. However, nitrogen can react chemically with aluminum alloys and carbon steel at certain temperatures, forming nitrides. This can increase the brittleness and reduce the toughness of the weld seam, negatively affecting its mechanical properties. Therefore, the use of nitrogen as a protective gas for aluminum alloys and carbon steel welds is not recommended. On the other hand, nitrogen can react with stainless steel, forming nitrides that enhance the strength of the weld joint. Therefore, nitrogen can be used as a protective gas for welding stainless steel.
2. Argon Gas (Ar)
Argon gas has the relatively lowest ionization energy, resulting in a higher degree of ionization under laser action. This is unfavorable for controlling the formation of plasma clouds and can have a certain impact on the effective utilization of lasers. However, argon has very low reactivity and is unlikely to undergo chemical reactions with common metals. Additionally, argon is cost-effective. Furthermore, due to its high density, argon sinks above the weld pool, providing better protection for the weld pool. Therefore, it can be used as a conventional shielding gas.
3. Helium Gas (He)
Helium gas has the highest ionization energy, leading to a very low degree of ionization under laser action. It allows for better control of plasma cloud formation, and lasers can effectively interact with metals. Moreover, helium has very low reactivity and does not readily undergo chemical reactions with metals, making it an excellent gas for weld shielding. However, the cost of helium is high, so it is generally not used in mass production of products. It is commonly employed in scientific research or for high-value-added products.
Two Methods of Using Protective Gas
Currently, there are two main methods for introducing shielding gas: off-axis side blowing and coaxial shielding gas, as shown in Figure 1 and Figure 2, respectively.
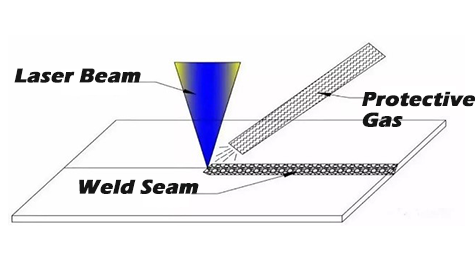
Figure 1: Off-axis Side Blowing Shielding Gas
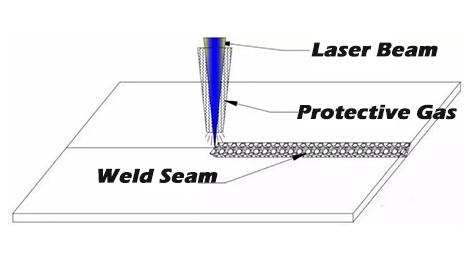
Figure 2: Coaxial Shielding Gas
The choice between the two blowing methods depends on various considerations.
In general, it is recommended to use the off-axis side blowing method for shielding gas.
How To Select Proper Protective Gas?
Firstly, it is important to clarify that the term "oxidation" of welds is a colloquial expression. In theory, it refers to the deterioration of weld quality due to chemical reactions between the weld metal and harmful components in the air, such as oxygen, nitrogen, and hydrogen.
Preventing weld oxidation involves reducing or avoiding contact between these harmful components and the high-temperature weld metal. This high-temperature state includes not only the molten weld pool metal but also the entire period from when the weld metal is melted until the pool solidifies and its temperature decreases below a certain threshold.
Welding Process
For example, in the welding of titanium alloys, when the temperature is above 300°C, rapid hydrogen absorption occurs; above 450°C, rapid oxygen absorption occurs; and above 600°C, rapid nitrogen absorption occurs.
Therefore, effective protection is required for the titanium alloy weld during the phase when it solidifies and its temperature decreases below 300°C to prevent oxidation. Based on the description above, it is clear that the shielding gas blown needs to provide protection not only to the weld pool at the appropriate time but also to the just-solidified region of the weld. Hence, the off-axis side blowing method shown in Figure 1 is generally preferred because it offers a wider range of protection compared to the coaxial shielding method shown in Figure 2, especially for the just-solidified region of the weld.
However, for certain specific products, the choice of the method needs to be made based on the product structure and joint configuration.
Specific Selection of the Method of Introducing Protective Gas
1. Straight-line Weld
If the product's weld shape is straight, as shown in Figure 3, and the joint configuration includes butt joints, lap joints, fillet welds, or stack welds, the preferred method for this type of product is the off-axis side blowing method shown in Figure 1.

Figure 3: Straight-line Weld
2. Planar Enclosed Geometry Weld
As shown in Figure 4, the weld in this type of product has a closed planar shape, such as a circular, polygonal, or multi-segment line shape. The joint configurations can include butt joints, lap joints, or stack welds. For this type of product, the preferred method is to use the coaxial shielding gas shown in Figure 2.
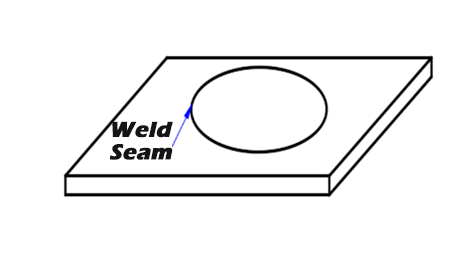
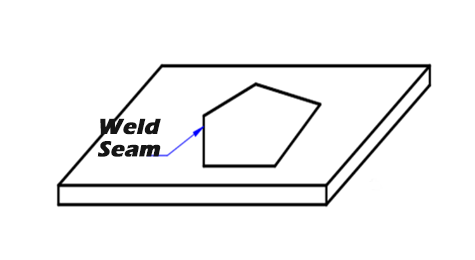
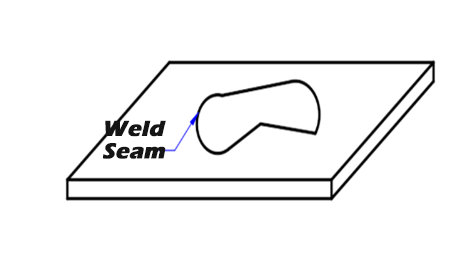
Figure 4: Planar Enclosed Geometry Weld
The selection of shielding gas for planar enclosed geometry welds directly affects the quality, efficiency, and cost of welding production. However, due to the diversity of welding materials, the selection of welding gas is complex in actual welding processes. It requires comprehensive consideration of welding materials, welding methods, welding positions, and the desired welding outcome. The selection of the most suitable welding gas can be determined through welding tests to achieve optimal welding results.
Video Display | Glance for Handheld Laser Welding
Know More about What Is Handheld Laser Welder
This video explains what is laser welding machine and the instructions and structures you need to know.
This is also your ultimate guide before buying a handheld laser welder.
There are basic compositions of a 1000W 1500w 2000w Laser Welding Machine.
Versatile Laser Welding for Diverse Requirements
In this video, we demonstrate several welding methods that you can achieve with a handheld laser welder. A handheld laser welder can even the playing field between a welding rookie and a seasoned welding machine operator.
We provide options from 500w all the way to 3000w.

FAQs
- In laser welding, shielding gas is a critical component used to protect the weld area from atmospheric contamination. The high-intensity laser beam used in this type of welding generates a significant amount of heat, creating a molten pool of metal.
Inert gas is often used to protect the molten pool during the welding process of laser welding machines. When some materials are welded, surface oxidation may not be considered. However, for most applications, helium, argon, nitrogen, and other gases are often used as protection. The following Let’s take a look at why laser welding machines need shielding gas when welding.
In laser welding, the shielding gas will affect the weld shape, weld quality, weld penetration, and fusion width. In most cases, blowing the shielding gas will have a positive impact on the weld.
-
Argon-Helium MixturesArgon-Helium Mixtures: generally recommended for most aluminum laser welding applications depending on laser power level. Argon-Oxygen Mixtures: can provide high efficiency and acceptable welding quality.
- Gases that are used in the design and application of gas lasers are the following: carbon dioxide (CO2), helium-neon (H and Ne), and nitrogen (N).
Any Questions about Handheld Laser Welding?
Post time: May-19-2023