
Laserlassen versus TIG-lassen: Wat is er veranderd in 2024?
Wat is handlaserlassen?

Handlaser voor roestvrij staal
Handlaserlassenmaakt gebruik van een draagbaar laserapparaat om materialen, meestal metalen, met elkaar te verbinden.
Handlaserlassen maakt het mogelijk omgrotermanoeuvreerbaarheid en precisie,
En produceert een hoogwaardige, schone las metminimaalwarmte-input,
Verminderenvervorming en de noodzaak van uitgebreide nabewerking na het lassen.
De gebruiker kan eenvoudig het vermogen en de snelheid van de laser aanpassen.
Mogelijk makenaangepaste instellingenvoor verschillende materialen en diktes.
Inhoudsopgave:
Wat is laserlasreiniging?
Het belang van reinheid bij lassen

Voorreiniging vóór het lassen met een TIG-apparaat
Als het om lassen gaat,
Hygiëne speelt een cruciale rol bij het bereiken van resultaten.hoogwaardigeresultaten.
Dit principe geldt zowel voor TIG-lassen als voor laserlassen met een handlaser.
Maar de bereidingsmethoden van het materiaal verschillen aanzienlijk.
Voor elk lasproces,
De aanwezigheid van verontreinigingen zoals roest, verf en vet.
Kanernstig in gevaar brengende integriteit van de las.
Deze onzuiverheden kunnen leiden tot zwakke verbindingen, porositeit en andere defecten.
Dat ondermijnt de kwaliteit van het eindproduct.
Zo doe je datZOU MOETENPak deze verontreinigingen aan:Laserlasreiniging.
Laserlassen versus TIG-lassen: Reinigen van laserlassen
Gereinigde oppervlakken zorgen voor hoogwaardige lasverbindingen.

Laserlasreiniging voor handlaserreiniging
Hoewel TIG-lassen afhankelijk is vanhandmatigreinigingsmethoden zoals haakse slijper en afvegen met aceton,
Handlaserlassen biedt een meerhandigeen alternatief met geïntegreerde reinigingsmogelijkheden.
Deze innovatie verbetert niet alleen de efficiëntie.
Maar het zorgt er ook voor dat het lasproces zo effectief mogelijk is.
Uiteindelijk leidt dit tot betere resultaten.
Voorbereiding voor TIG-lassen:
Bij TIG (Wolfraam inert gasBij het lassen is een nauwgezette voorbereiding essentieel.
Voordat het lasproces begint,
Het is gebruikelijk om te gebruikenhaakse slijpersOm roest of coatings van het oppervlak van het materiaal te verwijderen.
Deze mechanische reiniging zorgt ervoor dat het oppervlak vrij is van onzuiverheden.
Vervolgens grondig afvegen metacetonwordt doorgaans uitgevoerd.
Aceton is een krachtig oplosmiddel datverwijdert effectiefeventueel achtergebleven vet of verontreinigingen,
Een schoon oppervlak achterlaten voor de las.
Dit reinigingsproces in twee stappen kan tijdrovend zijn.
Maar het is essentieel voor het verkrijgen van een sterke en duurzame lasverbinding.
Voorbereiding voor het lassen met een handlaser
Daarentegen biedt handmatig laserlassen de mogelijkheid
Een meergestroomlijnde aanpakvoor de voorbereiding van het oppervlak.
Met een3-in-1Met een laserlasser wordt het proces aanzienlijk eenvoudiger.
Deze geavanceerde machines zijn doorgaans uitgerust metverwisselbare sproeiers
Dat maakt het mogelijk om het oppervlak vlak voor het lassen te reinigen.
In tegenstelling tot traditionele methoden, waarbij aparte gereedschappen en reinigingsmiddelen nodig zijn,
Laserlasapparaten kunnen het oppervlak moeiteloos reinigen met een gerichte laserstraal.
Dit bespaart niet alleen tijd, maar vermindert ookde hoeveelheid apparatuurter plaatse nodig.
Laserlassen versus TIG-lassen is in 2024 veranderd.
Neem contact met ons op voor meer informatie over het draagbare laserlassysteem.
Waarom wordt beschermgas gebruikt bij het lassen?
De keuze van het beschermgas speelt een cruciale rol.

Beschermgas voor TIG-lassen: argon
Als het om lassen gaat,
De keuze van het beschermgas is essentieel voor het garanderen van hoogwaardige resultaten.
Met name TIG-lassen en handlaserlassen hebben verschillende eisen en mogelijkheden.
Als het gaat om afschermingsgassen, heeft dit invloed op zowel de prestaties als de kosten.
Beschermgas inTIG-lassen
Bij TIG-lassen (Tungsten Inert Gas)
Het primaire beschermgas dat wordt gebruikt ishoge zuiverheidargon.
Dit edelgas is gekozen vanwege zijn uitstekende eigenschappen ombescherm het smeltbad
Door atmosferische verontreiniging, met name oxidatie.
Oxidatie kan leiden totdefectenin de las, zoals porositeit en zwakke verbindingen,
Welkecompromissende algehele integriteit van het metaal.
Vanwege de effectiviteit ervan,
TIG-lassen vereist vaak eencontinutoevoer van argon gedurende het gehele lasproces.
Argon kan echter relatief duur zijn, wat leidt tot hogere operationele kosten.
Vooral bij projecten die veel laswerk vereisen.
Beschermgas inHandlaserlassen

Alternatief beschermgas voor laserlassen: stikstof
Daarentegen wordt bij handlaserlassen vaak stikstof als beschermgas gebruikt.
Stikstof is niet alleeneffectiefbij het voorkomen van oxidatie
Maar het is ook aanzienlijk meerkosteneffectiefdan argon.
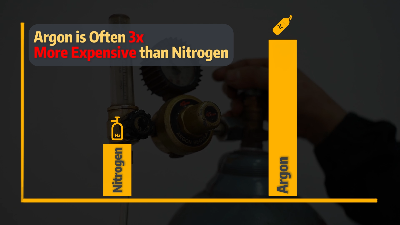
Het prijsverschil kan aanzienlijk zijn;
Stikstof kan bijnadrie keergoedkoper dan argon van hoge zuiverheid.
Dit maakt stikstof een aantrekkelijke optie voor bedrijven die de kosten willen verlagen.zonder offers te brengenkwaliteit.
TIG-lassen versus laserlassen: opties voor beschermgas
Realiseer kostenbesparingen met behoud van kwaliteit.
Prijsvergelijking tussen argon en stikstof
Overstappen op stikstof bij handlaserlassen biedt de volgende voordelen:meerderevoordelen
Kostenbesparingen:
Met designificantprijsverschil tussen argon en stikstof,
Het gebruik van stikstof kan op de lange termijn tot aanzienlijke besparingen leiden.
Dit isbijzonder gunstigvoor grote projecten of bedrijven
Die regelmatig laswerkzaamheden uitvoeren.
Effectieve bescherming:
Stikstof zorgt vooradequate afschermingtegen oxidatie,
Ervoor zorgen dat de las blijftschoon en sterk.
Hoewel argon bekend staat om zijn superieure bescherming,
Stikstof is nog steedseen haalbare optiedat effectief voldoet aan de behoeften van veel laswerkzaamheden.
Vergelijk het lasproces: laserlassen versus TIG-lassen.
Zorgvuldige aandacht voor de techniek leidt tot de beste resultaten.
De juiste hoek voor laserlassen: 45 graden
Zodra het beschermgas goed doorstroomt,
Het is tijd om ons te concentreren op het eigenlijke lasproces.
Zowel TIG-lassen (Tungsten Inert Gas) als handlaserlassen.
Vereisenprecieze techniekenom resultaten van hoge kwaliteit te bereiken,
Ze verschillen echter in hun specifieke eisen en methoden.
TIG-lassenTechniek
Streef ernaar de elektrode op een constante waarde te houden.optimale afstand en snelheidom het smeltbad te vormen en te leiden.
Deze afstand kan variëren afhankelijk van het materiaal en de dikte van het te lassen onderdeel.
Het behouden van de juiste hoek, meestal rond15 tot 20 graden,
Helpt bij het verkrijgen van een consistente en schone lasverbinding.
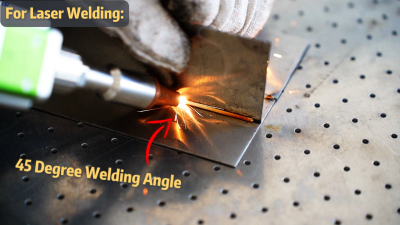
HandlaserlassenTechniek
Een van de voordelen van laserlassen is de mogelijkheid om een constante hoek in te stellen.
Doorgaans rond45 gradenwaardoor het lasproces gemakkelijker te beheren is.
Zodra de hoek is ingesteld, moet deze behouden blijven.een constante snelheidis essentieel.
Handlaserlassen produceert doorgaans het volgende resultaat:minder warmtevergeleken met TIG-lassen.
Dit betekent dat erminder risico op kromtrekken of vervormen,
Daardoor is het ideaal voor precisiewerk aan dunnere materialen.
Laserlassterkte versus TIG-lassen: mythes ontkracht
Veelvoorkomende misvatting over laserlassen
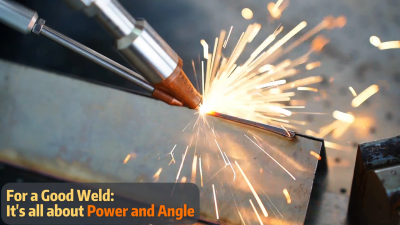
Voor goed handlaslaswerk: vermogen en hoek
Een van de belangrijkste voordelen van handlaserlassen is het vermogen om geconcentreerde energie te leveren.precieswaar het nodig is.
Met dejuiste energie-instellingenen eenoptimale hoek
Doorgaans rond45 gradenLaserlassen kan een uitstekende penetratie en sterkte bereiken.
Het juiste vermogen
De vermogensinstelling van het laserlasapparaat is cruciaal.
Een te laag uitgangsvermogen kan leiden totonvoldoende penetratiewaardoor zwakke lasverbindingen ontstaan.
Omgekeerd zorgt een passend vermogensniveau ervoor dat de laser het materiaal effectief smelt, waardoor sterke verbindingen ontstaan.
Het gebruik van apparatuur met onvoldoende vermogen levert niet de gewenste resultaten op.
Zowel TIG-lassen als laserlassen met een handlaser zijn efficiënt.
Wil je meer leren over handlaserlassen?
Handlaserlassen: Hoe onderhoud je de apparatuur?
Zorgvuldige aandacht voor detail garandeert productiviteit en betrouwbaarheid.
Wist u dat zowel TIG-lassen (Tungsten Inert Gas) als handlaserlassen geclassificeerd worden als
Niet-verbruikbare lasmethoden?
Dit betekent dat, onder ideale omstandigheden en met de juiste zorg,
De belangrijkste componenten die bij deze processen worden gebruikt, kunnen lang meegaan.
Zonder dat frequente vervanging nodig is.
Niet-verbruikbare componenten
Foutmelding bij TIG-lassen met wolfraamcoating
De wolfraamelektrode is een essentieel onderdeel bij TIG-lassen.
In tegenstelling tot verbruikbare elektroden die bij andere lasmethoden worden gebruikt,
zoals bij MIG-lassen, de wolfraamelektrodesmelt niettijdens het lasproces.
Het behoudt daarentegen zijn integriteit, waardoor langdurig gebruik mogelijk is.
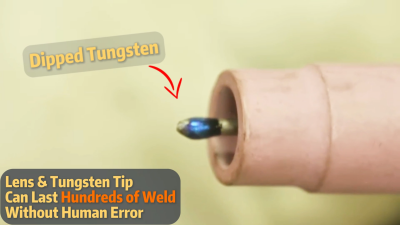
De elektrode kan echter vervuild raken of "ondergedompeld" worden als deze wordt blootgesteld aan vocht.te dicht bij het smeltbad van de las.
In dergelijke gevallen moet het worden teruggesnoeid en geslepen om de scherpe punt en effectieve werking te herstellen.
Regelmatig onderhoudDe wolfraamelektrode is essentieel voor het verkrijgen van schone, hoogwaardige lassen.
Voorbereiding voor het lassen met een handlaser

Laserlens voor onderhoud aan handlasapparaten
Bij laserlassen met een handlaser fungeert de laserlens als brandpunt voor de laserstraal.
Een correct geplaatste lens kan lang meegaan en consistente prestaties leveren.
Als de lens echter barst door onjuiste positionering of blootstelling aan overmatige hitte, kan dit problemen veroorzaken.
Het zal vervangen moeten worden.
Het is cruciaal om de lens in goede conditie te houden.
Zelfs kleine beschadigingen kunnen de nauwkeurigheid en effectiviteit van de laser beïnvloeden, wat tot suboptimale lassen kan leiden.
Wilt u een complete handleiding voor handlaserlassen?

Handlaserlassen biedt tal van voordelen.
Maar het vereist ook nauwgezette aandacht voor veiligheidsprotocollen.
Dit artikel behandelt de belangrijkste veiligheidsaspecten van laserlassen met een handlaser.
Daarnaast worden er aanbevelingen gedaan voor de keuze van beschermgas en lasdraad voor veelvoorkomende metaalsoorten.
Is laserlassen net zo sterk als TIG-lassen?
LaserlassenZowel TIG-lassen (wolfraam inert gas) als TIG-lassen staan bekend om hun precisie en kwaliteit bij het verbinden van metalen.
Maar hoe verhouden ze zich tot elkaar qua kracht?
In deze video gaan we dieper in op de belangrijkste verschillen inlasprestaties,materiaalcompatibiliteit, Enalgehele duurzaamheidtussen laserlassen en TIG-lassen.
Handlaserlassen met vezellaser (Handheld Laser Weld)
Een waardevolle aanvulling op het aanbod van draagbare laserlasapparaten.
Met een kleine laserlasmachine wordt lassen kosteneffectief en betaalbaar.

Met een compact en klein uiterlijk.
De draagbare laserlasmachine is uitgerust met een beweegbaar, handbediend laserlaspistool.lichtgewicht.
En handig voor lasapplicaties met meerdere lasers bijelke hoekEnoppervlak.
Optioneel verkrijgbaar: diverse soorten laserlasmondstukken.
Een optioneel automatisch draadaanvoersysteem vereenvoudigt het laserlassen en is gebruiksvriendelijk voor beginners.
5 dingen over laserlassen (die je gemist hebt)
Vond je deze video leuk? Overweeg dan eens...Abonneer je op ons YouTube-kanaal?
Gerelateerde applicaties die u mogelijk interessant vindt:



Handlaserlassen is een uitstekende keuze voor handmatige laswerkzaamheden.
En de toekomst begint bij jou!
Geplaatst op: 14 september 2024