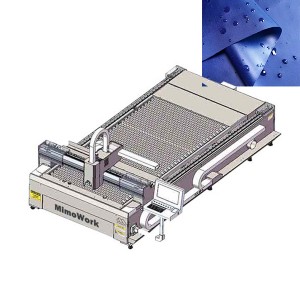
Przemysłowa wycinarka laserowa do drewna o dużej grubości (do 30 mm)
▶ Wielkoformatowa wycinarka laserowa do drewna
Dane techniczne
| Obszar roboczy (szer. * dł.) | 1300 mm * 2500 mm (51” * 98,4”) |
| Oprogramowanie | Oprogramowanie offline |
| Moc lasera | 150W/300W/450W |
| Źródło lasera | Szklana tuba laserowa CO2 |
| System sterowania mechanicznego | Napęd śrubą kulową i serwosilnikiem |
| Stół roboczy | Ostrze noża lub stół roboczy o strukturze plastra miodu |
| Maksymalna prędkość | 1~600 mm/s |
| Prędkość przyspieszenia | 1000~3000 mm/s2 |
| Dokładność pozycji | ≤±0,05 mm |
| Rozmiar maszyny | 3800 * 1960 * 1210 mm |
| Napięcie robocze | AC110-220V±10%, 50-60Hz |
| Tryb chłodzenia | System chłodzenia wodnego i ochrony |
| Środowisko pracy | Temperatura: 0—45℃ Wilgotność: 5%—95% |
| Rozmiar opakowania | 3850 mm * 2050 mm * 1270 mm |
| Waga | 1000 kg |
▷Cechy plotera laserowego 1325
Ogromny skok w produktywności
◾ Stabilna i doskonała jakość cięcia

Projekt stałej ścieżki optycznej
Dzięki optymalnej długości ścieżki optycznej, spójna wiązka lasera w każdym punkcie zasięgu stołu tnącego zapewnia równomierne cięcie całego materiału, niezależnie od jego grubości. Dzięki temu można uzyskać lepszy efekt cięcia akrylu lub drewna niż w przypadku ścieżki laserowej o ruchu półpłynnym.
◾ Wysoka wydajność i precyzja

Wydajny system przesyłowy
Moduł precyzyjnej śruby osi X i jednostronna śruba kulowa osi Y zapewniają doskonałą stabilność i precyzję podczas szybkiego ruchu bramy. W połączeniu z serwosilnikiem, układ przekładni zapewnia dość wysoką wydajność produkcji.
◾ Trwałość i długa żywotność
Stabilna konstrukcja mechaniczna
Korpus maszyny jest spawany z rury kwadratowej o przekroju 100 mm i poddawany starzeniu wibracyjnemu oraz naturalnemu starzeniu. Brama i głowica tnąca są wykonane ze zintegrowanego aluminium. Cała konfiguracja zapewnia stabilną pracę.

◾ Szybkie przetwarzanie

Wysoka prędkość cięcia i grawerowania
Nasza wycinarka laserowa o wymiarach 1300*2500 mm może osiągnąć prędkość grawerowania 1–60 000 mm/min i prędkość cięcia 1–36 000 mm/min.
Jednocześnie gwarantowana jest dokładność pozycjonowania wynosząca 0,05 mm, dzięki czemu wycinanie i grawerowanie cyfr lub liter o wymiarach 1x1 mm nie stanowi żadnego problemu.
Dlaczego warto wybrać MimoWork Laser
Porównanie szczegółów maszyny laserowej 130250
|
| Innych producentów | Maszyna laserowa MimoWork |
| Prędkość cięcia | 1-15 000 mm/min | 1-36 000 mm/min |
| Dokładność pozycji | ≤±0,2 mm | ≤±0,05 mm |
| Moc lasera | 80W/100W/130W/150W | 100 W/130 W/150 W/300 W/500 W |
| Ścieżka laserowa | Pół-lotowa ścieżka laserowa | Stała ścieżka optyczna |
| System przesyłowy | Pas transmisyjny | Silnik serwo + śruba kulowa |
| Układ napędowy | Sterownik krokowy | Silnik serwo |
| System sterowania | Stary system, wycofany ze sprzedaży | Nowy popularny system sterowania RDC |
| Opcjonalny projekt elektryczny | No | CE/UL/CSA |
| Główna część | Tradycyjne spawanie kadłuba | Wzmocnione łoże, cała konstrukcja spawana z rur kwadratowych o przekroju 100 mm, poddawana starzeniu wibracyjnemu i naturalnemu procesowi starzenia. |
Próbki z lasera do drewna
Odpowiednie materiały drewniane
MDF, lipa, sosna wejmutka, olcha, wiśnia, dąb, sklejka z brzozy bałtyckiej, balsa, korek, cedr, balsa, drewno lite, sklejka, drewno tekowe, forniry, orzech, drewno liściaste, drewno laminowane i multipleks
Szerokie zastosowania
• Instrumenty
• Pudełko do przechowywania
• Modele architektoniczne
• Dekoracyjne intarsje podłogowe

Filmy | Jakie korzyści może przynieść Ci ploter laserowy?
Grawerowanie laserowe zdjęć na drewnie
Zdobądź laser do drewna, aby usprawnić swój biznes
Baw się dobrze, korzystając z laserowego drewna!
▶ Wielkoformatowa wycinarka laserowa do drewna
Opcje aktualizacji do wyboru
Głowica laserowa mieszana
Autofokus

TenKamera CCDPotrafi rozpoznać i umiejscowić wzór na zadrukowanym akrylu, wspomagając wycinarkę laserową w precyzyjnym cięciu o wysokiej jakości. Każdy niestandardowy projekt graficzny można elastycznie przetwarzać wzdłuż konturu za pomocą układu optycznego, co odgrywa ważną rolę w reklamie i innych gałęziach przemysłu.
Powiązane pytania: Może Cię to zainteresować
1. Czy mogę użyć dowolnego rodzaju drewna do cięcia laserowego, czy są jakieś konkretne gatunki drewna, które sprawdzają się najlepiej?
2. Jaką grubość drewna może efektywnie obrabiać maszyna do cięcia laserem CO2?
Tak, bezpieczeństwo jest najważniejsze podczas pracy z laserami. Zapewnij odpowiednią wentylację w miejscu pracy, aby usunąć opary powstające podczas cięcia. Zawsze noś odpowiedni sprzęt ochrony osobistej (PPE), w tym okulary ochronne. Dodatkowo upewnij się, że drewno jest wolne od powłok, wykończeń lub substancji chemicznych, które mogłyby wytwarzać szkodliwe opary pod wpływem lasera.
Cięcie drewna: frezarki CNC kontra laser
1. Zalety routerów CNC
Historycznie, jedną z głównych zalet wyboru frezarki zamiast lasera była możliwość precyzyjnego cięcia na dużej głębokości. Frezarka CNC oferuje wygodę regulacji pionowej (wzdłuż osi Z), co pozwala na łatwą kontrolę głębokości cięcia. Mówiąc prościej, można regulować wysokość frezu, aby selektywnie usuwać tylko część powierzchni drewna.
2. Wady routerów CNC
Routery doskonale radzą sobie z łagodnymi zakrętami, ale mają ograniczenia, jeśli chodzi oostre kątyPrecyzja, jaką oferują, jest ograniczona przez promień ostrza. Mówiąc prościej,szerokość cięcia odpowiada rozmiarowi samego wiertłaNajmniejsze frezy mają zazwyczaj promień około1 mm.
Ponieważ frezarki tną poprzez tarcie, kluczowe jest solidne zamocowanie materiału do powierzchni cięcia. Bez odpowiedniego zamocowania moment obrotowy frezarki może spowodować gwałtowne obracanie się lub przesuwanie materiału. Zazwyczaj drewno mocuje się za pomocą zacisków. Jednak gdy frez szybkoobrotowy zostanie zastosowany do mocno zamocowanego materiału, powstają znaczne naprężenia. Naprężenia te mogą…wypaczać lub uszkadzać drewno, co stanowi wyzwanie przy cięciu bardzo cienkich i delikatnych materiałów.

3. Zalety i wady lasera

Podobnie jak zautomatyzowane routery, wycinarki laserowe są sterowane przez system CNC (Computer Numerical Control). Podstawowa różnica tkwi jednak w metodzie cięcia.nie polegaj na tarciuZamiast tego przecinają materiały za pomocąintensywne ciepłoWysokoenergetyczna wiązka światła skutecznie przepala drewno, w przeciwieństwie do tradycyjnego rzeźbienia lub obróbki mechanicznej.
Jak wspomniano wcześniej, szerokość cięcia zależy od rozmiaru narzędzia tnącego. Podczas gdy najmniejsze frezy mają promień nieco mniejszy niż 1 mm, promień lasera można wyregulować tak, aby miał promień nawet do 1 mm.0,1 mm. Ta możliwość pozwala na wykonywanie niezwykle skomplikowanych cięćniezwykła precyzja.
Ponieważ przecinarki laserowe wykorzystują proces wypalania do cięcia drewna, dająwyjątkowo ostre i wyraźne krawędzieChociaż spalanie może prowadzić do pewnych przebarwień, można podjąć środki zapobiegające powstawaniu niepożądanych śladów przypalenia. Ponadto spalanie uszczelnia krawędzie, dzięki czemuminimalizowanie rozszerzania i kurczeniaściętego drewna.
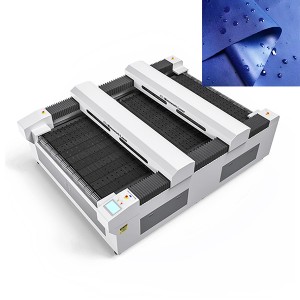
Powiązana maszyna laserowa

do cięcia laserowego drewna i akrylu
• Szybkie i precyzyjne grawerowanie materiałów litych
• Konstrukcja z dwukierunkową penetracją umożliwia umieszczanie i cięcie bardzo długich materiałów

do grawerowania laserowego drewna i akrylu
• Lekka i kompaktowa konstrukcja
• Łatwy w obsłudze dla początkujących