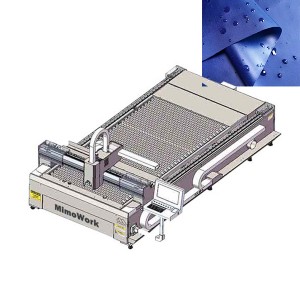
Industriell trälaserskärare för stort och tjockt trä (upp till 30 mm)
▶ Storformatslaserskärare för trä
Tekniska data
| Arbetsområde (B * L) | 1300 mm * 2500 mm (51 tum * 98,4 tum) |
| Programvara | Offline-programvara |
| Laserkraft | 150W/300W/450W |
| Laserkälla | CO2-glaslaserrör |
| Mekaniskt styrsystem | Kulskruv- och servomotordrift |
| Arbetsbord | Knivblad eller honungskaka arbetsbord |
| Maxhastighet | 1~600 mm/s |
| Accelerationshastighet | 1000~3000 mm/s² |
| Positionsnoggrannhet | ≤±0,05 mm |
| Maskinstorlek | 3800 * 1960 * 1210 mm |
| Driftspänning | AC110-220V ± 10%, 50-60Hz |
| Kylningsläge | Vattenkylning och skyddssystem |
| Arbetsmiljö | Temperatur: 0—45 ℃ Luftfuktighet: 5%—95% |
| Paketstorlek | 3850 mm * 2050 mm * 1270 mm |
| Vikt | 1000 kg |
▷Funktioner hos 1325 laserskärare
Ett jättesprång i produktivitet
◾ Stabil och utmärkt skärkvalitet

Konstant optisk vägdesign
Med optimal optisk utgångssträcka kan den jämna laserstrålen vid vilken punkt som helst inom skärbordets område resultera i ett jämnt snitt genom hela materialet, oavsett tjocklek. Tack vare det kan du få en bättre skäreffekt för akryl eller trä än med en halvflygande lasersträcka.
◾ Hög effektivitet och precision

Effektivt transmissionssystem
X-axelns precisionsskruvmodul, Y-axelns ensidiga kulskruv ger utmärkt stabilitet och precision för portalens höghastighetsrörelse. I kombination med servomotorn skapar transmissionssystemet en ganska hög produktionseffektivitet.
◾ Hållbar och lång livslängd
Stabil mekanisk struktur
Maskinkroppen är svetsad med ett 100 mm fyrkantsrör och genomgår vibrationsåldring och naturlig åldringsbehandling. Portal och skärhuvud är tillverkade av integrerat aluminium. Den övergripande konfigurationen säkerställer ett stabilt arbetstillstånd.

◾ Höghastighetsbearbetning

Hög skärnings- och graveringshastighet
Vår laserskärare på 1300*2500 mm kan uppnå en graveringshastighet på 1–60 000 mm/min och en skärhastighet på 1–36 000 mm/min.
Samtidigt garanteras positionsnoggrannheten inom 0,05 mm, så att den kan skära och gravera 1x1 mm siffror eller bokstäver, helt utan problem.
Varför välja MimoWork Laser
Jämförelse av detaljer för 130250 lasermaskin
|
| Andra tillverkares | MimoWork-lasermaskin |
| Skärhastighet | 1–15 000 mm/min | 1–36 000 mm/min |
| Positionsnoggrannhet | ≤±0,2 mm | ≤±0,05 mm |
| Laserkraft | 80W/100W/130W/150W | 100W/130W/150W/300W/500W |
| Laserbana | Halvflygning av laserbanan | Konstant optisk väg |
| Transmissionssystem | Drivrem | Servomotor + kulskruv |
| Drivsystem | Stegförare | Servomotor |
| Kontrollsystem | Gammalt system, slut på försäljning | Nytt populärt RDC-styrsystem |
| Valfri elektrisk design | No | CE/UL/CSA |
| Huvuddel | Traditionell svetskropp | Förstärkt bädd, den övergripande strukturen är svetsad med 100 mm fyrkantsrör och genomgår vibrationsåldring och naturlig åldringsbehandling. |
Prover från trälaserskärare
Lämpliga trämaterial
MDF, Lind, Vit furu, Al, Körsbär, Ek, Baltisk björkplywood, Balsa, Kork, Cederträ, Balsa, Massivt trä, Plywood, Timmer, Teak, Faner, Valnöt, Lövträ, Laminerat trä och Multiplex
Breda tillämpningar

Videor | Vad kan laserskäraren göra för dig?
Lasergravering av foto på trä
Skaffa en trälaserskärare för att förbättra din verksamhet
Ha kul med laserträ!
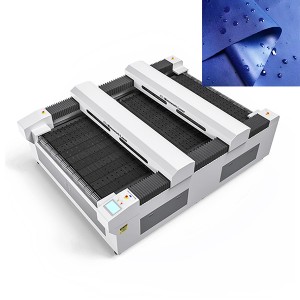
▶ Storformatslaserskärare för trä
Uppgraderingsalternativ för dig att välja mellan
Blandat laserhuvud
Autofokus

DeCCD-kamerakan känna igen och placera mönstret på den tryckta akrylen, vilket hjälper laserskäraren att uppnå exakt skärning med hög kvalitet. Alla anpassade grafiska designer som skrivs ut kan flexibelt bearbetas längs konturen med det optiska systemet, vilket spelar en viktig roll inom reklam och annan industri.
Relaterade frågor: Du kanske är intresserad av
1. Kan jag använda vilken typ av trä som helst för laserskärning, eller finns det specifika träslag som fungerar bäst?
2. Vilken trätjocklek kan en CO2-laserskärmaskin hantera effektivt?
Ja, säkerhet är av största vikt när man arbetar med lasrar. Se till att det finns god ventilation på arbetsplatsen för att avlägsna ångor som genereras under skärprocessen. Använd alltid lämplig personlig skyddsutrustning (PPE), inklusive skyddsglasögon. Se dessutom till att träet är fritt från beläggningar, ytbehandlingar eller kemikalier som kan producera skadliga ångor vid exponering för lasern.
Träskärning: CNC-routrar VS laser
1. Fördelar med CNC-routrar
Historiskt sett var en av de främsta fördelarna med att välja en router jämfört med en laser dess förmåga att uppnå exakta skärdjup. En CNC-router erbjuder bekvämligheten med vertikala justeringar (längs Z-axeln), vilket möjliggör enkel kontroll över skärdjupet. Enklare uttryckt kan du justera fräsens höjd för att selektivt ta bort endast en del av träets yta.
2. Nackdelar med CNC-routrar
Routrar utmärker sig i att hantera gradvisa kurvor men har begränsningar när det gällerskarpa vinklarDen precision de erbjuder begränsas av skärspetsens radie. Enkelt uttryckt,Skärets bredd motsvarar själva borrets storlekDe minsta fräsarna har vanligtvis en radie på ungefär1 mm.
Eftersom fräsar skär genom friktion är det avgörande att materialet förankras ordentligt i skärytan. Utan korrekt fixering kan fräsens vridmoment resultera i att materialet snurrar eller förskjuts abrupt. Vanligtvis fästs trä på plats med hjälp av klämmor. Men när en höghastighetsfräs appliceras på hårt fastspänt material genereras betydande spänningar. Denna spänning kan orsaka...förvränga eller skada träet, vilket innebär utmaningar vid skärning av mycket tunna eller ömtåliga material.

3. Fördelar och nackdelar med laser

I likhet med automatiserade routrar styrs laserskärare av ett CNC-system (Computer Numerical Control). Den grundläggande skillnaden ligger dock i deras skärningsmetod.lita inte på friktionistället skär de igenom material med hjälp avintensiv värmeEn högenergisk ljusstråle brinner effektivt igenom trä, till skillnad från traditionell snidning eller bearbetning.
Som tidigare nämnts bestäms bredden på ett snitt av skärverktygets storlek. Medan de minsta fräsarna har en radie på något mindre än 1 mm, kan en laserstråle justeras till en radie så liten som0,1 mmDenna funktion möjliggör skapandet av extremt komplicerade snitt medanmärkningsvärd precision.
Eftersom laserskärare använder en brännprocess för att skära igenom trä, ger deexceptionellt skarpa och skarpa kanterÄven om denna bränning kan leda till viss missfärgning, kan åtgärder vidtas för att förhindra oönskade brännmärken. Dessutom förseglar bränneffekten kanterna och därmedminimera expansion och kontraktionav det sågade träet.
Relaterad lasermaskin

för laserskärning av trä och akryl
• Snabb och exakt gravering för solida material
• Tvåvägs penetrationsdesign möjliggör placering och kapning av ultralånga material

för lasergravering av trä och akryl
• Lätt och kompakt design
• Lätt att använda för nybörjare