
レーザー溶接とは何ですか?レーザー溶接対アーク溶接?レーザー溶接アルミニウム(およびステンレス鋼)をレーザー溶接できますか?あなたはあなたに合ったレーザー溶接機を探していますか?この記事では、ハンドヘルドレーザー溶接機がさまざまなアプリケーションとビジネスに追加されたボーナスに適している理由を説明します。
レーザー機器の世界や、レーザー機械の味付けユーザーは、次の購入またはアップグレードに疑問を抱いていますか? Mimowork Laserが20年以上のレーザー体験をして、私たちはあなたの質問のためにここにいて、あなたの問い合わせの準備ができているので、もう心配しません。

レーザー溶接とは何ですか?
ファイバーレーザー溶接機のハンドヘルドは、融合溶接の方法で材料に作用します。レーザービームから濃縮された巨大な熱を通して、部分金属は溶融または蒸発さえし、金属冷却後に他の金属を接合し、固化して溶接接合部を形成します。
知っていましたか?
ハンドヘルドレーザー溶接機は、従来のアーク溶接機よりも優れており、その理由があります。
従来のアーク溶接機と比較して、レーザー溶接機は以下を提供します。
•より低いエネルギー消費
•最小罹患エリア
•かろうじて、またはいいえ物質的な変形
•調整可能で細かい溶接スポット
•クリーン溶接エッジそれ以上ありません必要な処理
•短い溶接時間 - 2〜10より速い時間
•IR-Radiance Lightを放出します害はありません
•環境親しみやすさ
ハンドヘルドレーザー溶接機の重要な特性:
より安全
一般的に使用されるレーザー溶接の保護ガスは、主にN2、AR、およびHEです。それらの物理的および化学的特性は異なるため、溶接への影響も異なります。
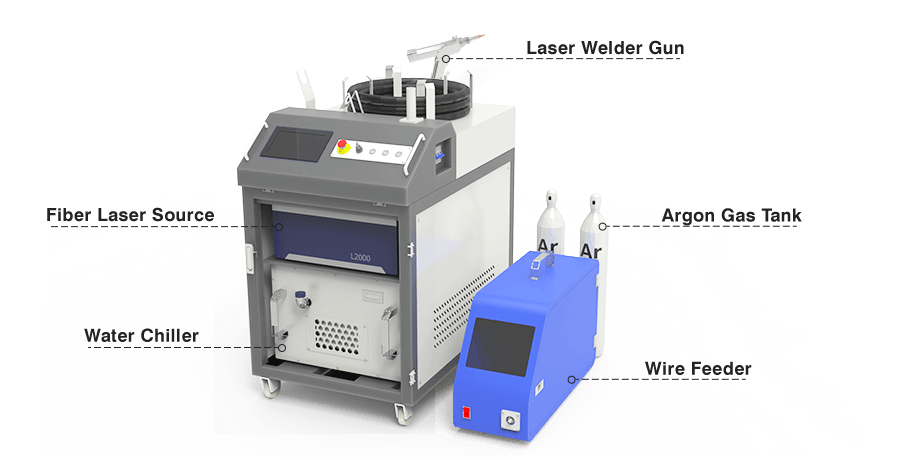
アクセシビリティ
ハンドヘルド溶接システムにはコンパクトなレーザー溶接機が装備されており、妥協せずに利便性と柔軟性を提供し、溶接を簡単に実行でき、溶接性能は最上位です。
費用対効果
フィールドオペレーターが実行したテストによると、1つのハンドヘルドレーザー溶接機の値は、従来の溶接機オペレーターの2倍のコストに相当します。
適応性
レーザー溶接ハンドヘルドは操作が簡単で、ステンレス鋼シート、鉄板、亜鉛めっきシート、その他の金属材料を簡単に溶接できます。
アドバンス
ハンドヘルドレーザー溶接機の誕生は、主要な技術的アップグレードであり、Argon Arc溶接、電気溶接などの従来のレーザー溶接ソリューションの残酷な始まりであり、最新のレーザー溶接ソリューションに置き換えられます。
レーザー溶接に一般的に使用される材料 - 機能とヒント:
これは、レーザー溶接に一般的に使用される材料のリストであり、追加の材料のいくつかの一般的な特徴と特性と、より良い溶接結果を実現するためのいくつかのヒントです。
ステンレス鋼
ステンレス鋼の熱膨張係数は高いため、従来の溶接溶液で溶接する場合、ステンレス製の作業断片は簡単に過熱します。熱の影響を受ける領域は、この材料の場合よりも大きいため、深刻な変形の問題につながります。ただし、ハンドヘルドレーザー溶接機を使用すると、溶接プロセス全体で発生した熱が低いため、ステンレス鋼の熱伝導率、高エネルギー吸収、融解効率が比較的低いという事実と相まって、多くの問題が解決します。溶接後に美しく形成された滑らかな溶接を簡単に得ることができます。
炭素鋼
ハンドヘルドレーザー溶接機は通常の炭素鋼で直接使用できます。結果はステンレス鋼のレーザー溶接に匹敵しますが、炭素鋼の熱罹患エリアはさらに小さくなりますが、溶接プロセス中に残留温度は比較的高くなるため、溶接後の溶接前にワークピースを予熱するには、溶接後に熱保存を伴うために、亀裂を避けるためにストレスを排除するためにまだ必要です。
アルミニウムおよびアルミニウム合金
アルミニウムとアルミニウム合金は非常に反射的な材料であり、溶接スポットまたはワークピースの根に多孔性の問題がある可能性があります。以前のいくつかの金属材料と比較して、アルミニウム合金とアルミニウム合金には、機器のパラメーター設定の要件が高くなりますが、選択した溶接パラメーターが適切である限り、ベースメタルの等価物の機械的特性で溶接することができます。
銅および銅合金
通常、従来の溶接溶液を使用すると、材料の熱伝導率が高いため溶接を支援するために溶接プロセスで銅材料が加熱されます。そのような特性は、溶接中の溶接、部分的な非融合、およびその他の望ましくない結果をもたらす可能性があります。それどころか、極端なエネルギー濃度能力とレーザー溶接機の迅速な溶接速度のために、合併症のない銅および銅合金の溶接には、ハンドヘルドレーザー溶接機を直接使用できます。
ダイスチール
ハンドヘルドレーザー溶接機は、さまざまな種類のダイスチールの溶接に使用でき、溶接効果は常に満足のいくものになります。
推奨されるハンドヘルドレーザー溶接機:




レーザー溶接機 - 作業環境
corking環境の温度範囲:15〜35℃
commid環境の湿度範囲:<70%凝縮なし
◾冷却:レーザー熱浸透成分の熱除去の機能により、水チラーが必要であり、レーザー溶接機がうまく動作するようにします。
(ウォーターチラーに関する詳細な使用とガイド、次を確認できます。CO2レーザーシステムの凍結防止測定)
レーザー溶接機についてもっと知りたいですか?
投稿時間:19-2022年12月