
レーザー溶接機の溶接パラメータの詳細説明
レーザー溶接は、材料、特に金属を接合するための、高精度かつ効率的な方法です。
最適な結果を得るためには、溶接パラメータを理解することが不可欠です。
この記事では、材料の厚さ、ワイヤ径、出力設定など、レーザー溶接の有効性に影響を与える基本的な原理とパラメータについて概説します。
レーザー溶接の基本原理
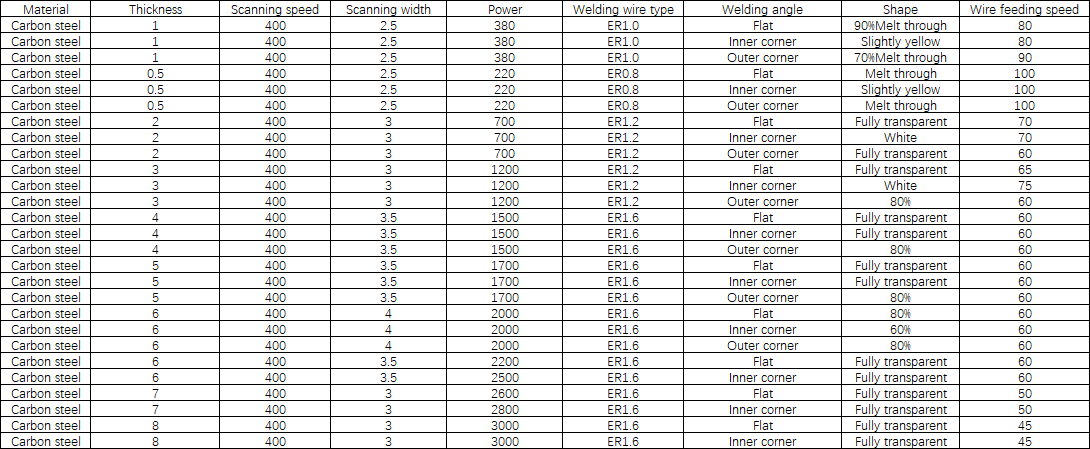
1. 材料の厚さと線径:
厚い材料を溶接する場合は、より太い溶接ワイヤとより高い出力設定を使用することが不可欠です。
逆に、薄い材料の場合は、より細い溶接ワイヤと低い出力が適している。
例えば、材料の厚さが増す場合は、ワイヤの直径も比例して大きくする必要があり、ワイヤ送り速度を下げながら出力を高く調整する必要があります。
これにより、十分なエネルギーが材料内部に浸透し、強固な溶接が実現します。
2. 出力設定と溶接外観:
出力設定は溶接部の外観に直接影響します。
出力が低いほど溶接面は白っぽくなり、出力が高いほど溶接部は暗く、色づきが強くなる傾向がある。
出力が増加するにつれて、溶接部は多色から主に黒色に変化する可能性があり、これは溶接が片側から形成されていることを示している。
この特性は、溶接部の品質を評価し、所望の基準を満たしていることを確認する上で非常に重要です。
3. 線径の選択:
適切な電線径を選択することが非常に重要です。
溶接ワイヤの直径は材料の厚さを超えてはならず、理想的には母材よりも太い方が望ましい。
この選択は、溶接ビードの厚みに大きな影響を与える。
太いワイヤーはより強固な溶接に貢献する一方、細すぎるワイヤーは溶融不足となり、接合部が弱くなる可能性がある。
4. 溶接ワイヤの直径とスキャン幅:
溶接ワイヤの直径も、レーザービームの走査幅に影響を与えます。
細いワイヤーを使用すると、走査幅を狭くする必要が生じますが、これは細かいディテールが求められる精密溶接用途において有利となる場合があります。
この関係により、熱入力の制御が向上し、溶接が目的の領域に集中することが保証され、周囲の材料への潜在的な損傷を最小限に抑えることができます。
もっと詳しく知りたいですか?
レーザー溶接について
溶接パラメータに影響を与える外部要因
シールドガスや環境条件など、さまざまな外部要因が溶接プロセスに大きな影響を与える可能性があることに留意することが重要です。
したがって、溶接パラメータは実際の状況に基づいて調整することが推奨されます。
・シールドガス:シールドガスの種類と流量は、溶接の品質と外観に影響を与える可能性があります。
適切なガス被覆は酸化を防ぎ、仕上がりを向上させることができます。
・環境条件:温度、湿度、気流などの要因は、レーザー溶接機の性能や溶接部の特性に影響を与える可能性があります。
レーザー溶接機に関するその他の情報はありますか?
手持ち式レーザー溶接によるステンレス鋼の溶接
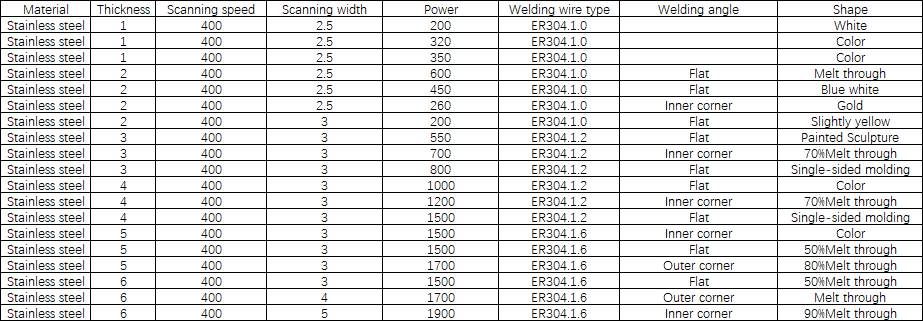
注:3000W ステンレス鋼電力参考炭素鋼
レーザー加工機の選び方がわからない?
私たちがお手伝いします!
魅力的な動画から有益な記事まで
ハンディレーザー溶接機の使い方|初心者向けチュートリアル



投稿日時:2025年1月6日