
შესავალი
რა არის CNC შედუღება?
YAG (იტრიუმის ალუმინის გარნეტი ნეოდიმით დოპირებული) შედუღება არის მყარი მდგომარეობის ლაზერული შედუღების ტექნიკა ტალღის სიგრძით.1.064 მკმ.
ის გამოირჩევამაღალი ეფექტურობალითონის შედუღება და არისფართოდ გამოყენებულისაავტომობილო, აერონავტიკისა და ელექტრონიკის ინდუსტრიებში.
შედარება ბოჭკოვანი ლაზერული შედუღების მეთოდთან
| შედარების ერთეული | ბოჭკოვანი ლაზერული შედუღების აპარატი | YAG ლაზერული შედუღების აპარატი |
| სტრუქტურული კომპონენტები | კარადა + გამაგრილებელი | კარადა + დენის კარადა + გამაგრილებელი |
| შედუღების ტიპი | ღრმა შეღწევადობის შედუღება (საკვანძო ხვრელის შედუღება) | თბოგამტარობის შედუღება |
| ოპტიკური გზის ტიპი | მყარი/რბილი ოპტიკური გზა (ბოჭკოვანი გადაცემის საშუალებით) | მყარი/რბილი ოპტიკური გზა |
| ლაზერული გამომავალი რეჟიმი | უწყვეტი ლაზერული შედუღება | პულსური ლაზერული შედუღება |
| მოვლა | - სახარჯი მასალები არ არის - თითქმის მოვლა-პატრონობის გარეშე - უფრო ხანგრძლივი სიცოცხლის ხანგრძლივობა | - საჭიროებს ნათურის პერიოდულ შეცვლას (ყოველ 4 თვეში ერთხელ) - ხშირი მოვლა |
| სხივის ხარისხი | - სხივის უმაღლესი ხარისხი (ძირითად რეჟიმთან ახლოს) - მაღალი სიმძლავრის სიმკვრივე - მაღალი ფოტოელექტრული გარდაქმნის ეფექტურობა (YAG-ზე რამდენჯერმე მეტი) | - სხივის უფრო ცუდი ხარისხი - ფოკუსირების დაბალი ეფექტურობა |
| გამოყენებული მასალის სისქე | შესაფერისია უფრო სქელი ფირფიტებისთვის (>0.5 მმ) | შესაფერისია თხელი ფირფიტებისთვის (<0.5 მმ) |
| ენერგიის უკუკავშირის ფუნქცია | მიუწვდომელია | მხარს უჭერს ენერგიის/დენის უკუკავშირს (აკომპენსირებს ძაბვის რყევებს, ნათურის დაბერებას და ა.შ.) |
| მუშაობის პრინციპი | - იყენებს იშვიათმიწა ლითონებით დოპირებულ ბოჭკოს (მაგ., იტერბიუმს, ერბიუმს) როგორც გამაძლიერებელ საშუალებას - ტუმბოს წყარო აღაგზნებს ნაწილაკების გადასვლებს; ლაზერი გადასცემს ბოჭკოს მეშვეობით | - YAG კრისტალი, როგორც აქტიური საშუალება - ქსენონის/კრიპტონის ნათურებით ტუმბული ნეოდიმიუმის იონების აღგზნებისთვის |
| მოწყობილობის მახასიათებლები | - მარტივი სტრუქტურა (რთული ოპტიკური ღრუების გარეშე) - დაბალი მოვლა-პატრონობის ღირებულება | - ქსენონის ნათურებზეა დამოკიდებული (მოკლე სიცოცხლის ხანგრძლივობა) - კომპლექსური მოვლა |
| შედუღების სიზუსტე | - შედუღების მცირე ზომის ლაქები (მიკრონის დონე) - იდეალურია მაღალი სიზუსტის აპლიკაციებისთვის (მაგ., ელექტრონიკა) | - შედუღების უფრო დიდი ადგილები - შესაფერისია ზოგადი ლითონის კონსტრუქციებისთვის (სიმტკიცეზე ორიენტირებული სცენარები) |
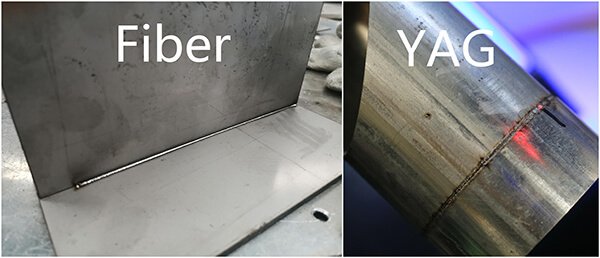
განსხვავება ბოჭკოვან და YAG-ს შორის
გსურთ მეტი იცოდეთლაზერული შედუღება?
დაიწყეთ საუბარი ახლავე!
ხშირად დასმული კითხვები
YAG, რაც იტრიუმ-ალუმინის-გარნეტის სიმბოლოა, ლაზერის სახეობაა, რომელიც ლითონის შედუღებისთვის მოკლე იმპულსური, მაღალი ენერგიის სხივებს წარმოქმნის.
მას ასევე ნეოდიმიუმ-YAG ან ND-YAG ლაზერს უწოდებენ.
YAG ლაზერი ასევე გთავაზობთ მაღალ პიკურ სიმძლავრეს მცირე ზომის ლაზერებში, რაც შესაძლებელს ხდის შედუღებას დიდი ოპტიკური წერტილის ზომით.
YAG გთავაზობთ უფრო დაბალ საწყის ხარჯებს და უკეთესად ვარგისია თხელი მასალებისთვის, რაც მას იდეალურს ხდის მცირე სახელოსნოებისთვის ან ბიუჯეტის შესაბამისი პროექტებისთვის.
შესაბამისი მასალები
ლითონებიალუმინის შენადნობები (ავტომობილის ჩარჩოები), უჟანგავი ფოლადი (სამზარეულოს ჭურჭელი), ტიტანი (აერონავტიკის კომპონენტები).
ელექტრონიკა: PCB დაფები, მიკროელექტრონული კონექტორები, სენსორების კორპუსები.
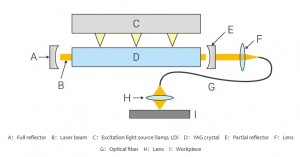
YAG ლაზერული შედუღების სისტემის დიაგრამა

YAG ლაზერული შედუღების აპარატი
ტიპიური აპლიკაციები
ავტომობილებიაკუმულატორის ჩანართების შედუღება, მსუბუქი კომპონენტების შეერთება.
აერონავტიკათხელკედლიანი კონსტრუქციების შეკეთება, ტურბინის ფრთების მოვლა-პატრონობა.
ელექტრონიკამიკრომოწყობილობების ჰერმეტული დალუქვა, ზუსტი წრედების შეკეთება.
დაკავშირებული ვიდეოები
აქ არისხუთილაზერული შედუღების შესახებ საინტერესო ფაქტები, რომლებიც შეიძლება არ იცოდეთ, დაწყებული ჭრის, გაწმენდისა და შედუღების მრავალფუნქციური ინტეგრაციით ერთ მანქანაში მარტივი გადამრთველით, დამთავრებული დამცავი გაზის ხარჯების დაზოგვით.
ლაზერული შედუღების სფეროში ახალი ხართ თუ გამოცდილი პროფესიონალი, ეს ვიდეო გთავაზობთმოულოდნელიხელის ლაზერული შედუღების ინფორმაცია.
დაკავშირებული სტატიები

რეკომენდებული მანქანები

ლაზერის სიმძლავრე: 1000 ვატი
ზოგადი სიმძლავრე: ≤6 კვტ

ლაზერის სიმძლავრე: 1500 ვატი
საერთო სიმძლავრე: ≤7 კვტ

ლაზერის სიმძლავრე: 2000 ვატი
საერთო სიმძლავრე: ≤10 კვტ
გამოქვეყნების დრო: 2025 წლის 18 აპრილი