

Ploter laserowy MDF
▶ Laserowa maszyna do cięcia i grawerowania drewna MDF
Dane techniczne
| Obszar roboczy (szer. * dł.) | 1300 mm * 900 mm (51,2” * 35,4”) |
| Oprogramowanie | Oprogramowanie offline |
| Moc lasera | 100W/150W/300W |
| Źródło lasera | Szklana tuba laserowa CO2 lub metalowa tuba laserowa CO2 RF |
| System sterowania mechanicznego | Sterowanie pasem silnika krokowego |
| Stół roboczy | Stół roboczy typu plaster miodu lub stół roboczy z paskiem noży |
| Maksymalna prędkość | 1~400 mm/s |
| Prędkość przyspieszenia | 1000~4000 mm/s2 |
| Rozmiar opakowania | 2050 mm * 1650 mm * 1270 mm (80,7'' * 64,9'' * 50,0'') |
| Waga | 620 kg |
Wielofunkcyjność w jednej maszynie
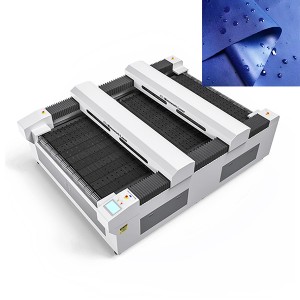
Stół próżniowy


Projekt penetracji dwukierunkowej
Stabilna i bezpieczna konstrukcja
◾ Regulowany układ wspomagania powietrza
System sprężonego powietrza usuwa zanieczyszczenia i wióry z powierzchni drewna, chroniąc płytę MDF przed przypaleniem podczas cięcia i grawerowania laserowego. Sprężone powietrze z pompy powietrza jest dostarczane do wyciętych linii i nacięć przez dyszę, usuwając nadmiar ciepła zgromadzonego na głębokości. Aby uzyskać efekt przypalenia i widzenia w ciemności, dostosuj ciśnienie i natężenie przepływu powietrza do swoich potrzeb. W razie pytań prosimy o kontakt.


◾ Wentylator wyciągowy
Pozostały gaz może zostać wchłonięty przez wentylator wyciągowy, aby wyeliminować dym zakłócający proces cięcia płyt MDF i laserowego. System wentylacji zstępującej, współpracujący z filtrem oparów, może odprowadzać gazy odpadowe i oczyszczać środowisko przetwarzania.
◾ Światło sygnalizacyjne
Sygnał świetlny może wskazywać stan roboczy i funkcje wykonywane przez maszynę laserową, pomagając w ten sposób w podjęciu właściwej decyzji i wykonaniu operacji.


◾ Przycisk alarmowy
Jeśli zdarzy się nagła i nieoczekiwana sytuacja, przycisk awaryjny będzie Twoją gwarancją bezpieczeństwa, natychmiast zatrzymując maszynę.
◾ Bezpieczny obwód
Płynna praca jest wymogiem dla obwodu funkcjonalnego, którego bezpieczeństwo jest podstawą bezpiecznej produkcji.


◾ Certyfikat CE
Posiadając prawne uprawnienia do marketingu i dystrybucji, firma MimoWork Laser Machine szczyci się solidną i niezawodną jakością.
▶ Opcje laserowe MimoWork przyczyniają się do realizacji projektów cięcia laserowego płyt MDF
Opcje aktualizacji do wyboru

Autofokus

Kamera CCD

Głowica laserowa mieszana

Kula i śruba
Silniki

Silnik bezszczotkowy prądu stałego

Silnik serwo
(Litery wycinane laserowo z płyty MDF, Nazwy wycinane laserowo z płyty MDF, Teren wycinany laserowo z płyty MDF)
Próbki MDF cięcia laserowego
Przeglądaj zdjęcia
• Panel MDF Grill
• Pudełko MDF
• Ramka na zdjęcia
• Karuzela
• Śmigłowiec
• Szablony terenu
• Meble
• Podłogi
• Fornir
• Miniaturowe budynki
• Teren do gier wojennych
• Płyta MDF

Inne materiały drewniane
— cięcie i grawerowanie laserowe drewna
Bambus, drewno balsowe, buk, wiśnia, płyta wiórowa, korek, drewno liściaste, drewno laminowane, multipleks, drewno naturalne, dąb, sklejka, drewno lite, drewno tekowe, fornir, orzech…
Masz pytania dotyczące cięcia i grawerowania laserowego płyt MDF?
Cięcie laserowe płyt MDF: Osiągnij optymalność
Aby osiągnąć optymalne rezultaty cięcia i grawerowania płyt pilśniowych średniej gęstości (MDF), niezbędna jest znajomość procesów laserowych i odpowiednie dostosowanie różnych parametrów.

Cięcie laserowe polega na użyciu lasera CO2 o dużej mocy, zazwyczaj około 100 W, dostarczanego przez głowicę laserową skanującą w płaszczyźnie XY. Proces ten umożliwia wydajne cięcie płyt MDF o grubości od 3 mm do 10 mm w jednym przejściu. W przypadku grubszych płyt MDF (12 mm i 18 mm) konieczne może być wielokrotne przejście. Światło lasera odparowuje i usuwa materiał podczas przesuwania się, zapewniając precyzyjne cięcie.
Z drugiej strony, grawerowanie laserowe wykorzystuje niższą moc lasera i precyzyjne prędkości posuwu, aby częściowo wniknąć w głąb materiału. To kontrolowane podejście pozwala na tworzenie skomplikowanych reliefów 2D i 3D w grubości płyty MDF. Chociaż lasery CO2 o niższej mocy mogą dawać doskonałe rezultaty grawerowania, mają ograniczenia pod względem głębokości cięcia w jednym przejściu.
Aby uzyskać optymalne rezultaty, należy starannie rozważyć takie czynniki, jak moc lasera, prędkość posuwu i ogniskowa. Wybór ogniskowej jest szczególnie istotny, ponieważ bezpośrednio wpływa na rozmiar plamki na materiale. Optyka o krótszej ogniskowej (około 38 mm) generuje plamkę o małej średnicy, idealną do grawerowania o wysokiej rozdzielczości i szybkiego cięcia, ale nadającą się głównie do cienkich materiałów (do 3 mm). Głębsze cięcia przy krótszych ogniskowych mogą skutkować nierównoległymi bokami.
Aby uzyskać optymalne rezultaty, należy starannie rozważyć takie czynniki, jak moc lasera, prędkość posuwu i ogniskowa. Wybór ogniskowej jest szczególnie istotny, ponieważ bezpośrednio wpływa na rozmiar plamki na materiale. Optyka o krótszej ogniskowej (około 38 mm) generuje plamkę o małej średnicy, idealną do grawerowania o wysokiej rozdzielczości i szybkiego cięcia, ale nadającą się głównie do cienkich materiałów (do 3 mm). Głębsze cięcia przy krótszych ogniskowych mogą skutkować nierównoległymi bokami.

Podsumowanie
Aby uzyskać najlepsze efekty cięcia i grawerowania płyt MDF, konieczna jest dogłębna znajomość procesów laserowych i szczegółowa regulacja ustawień lasera w zależności od rodzaju i grubości płyty MDF.
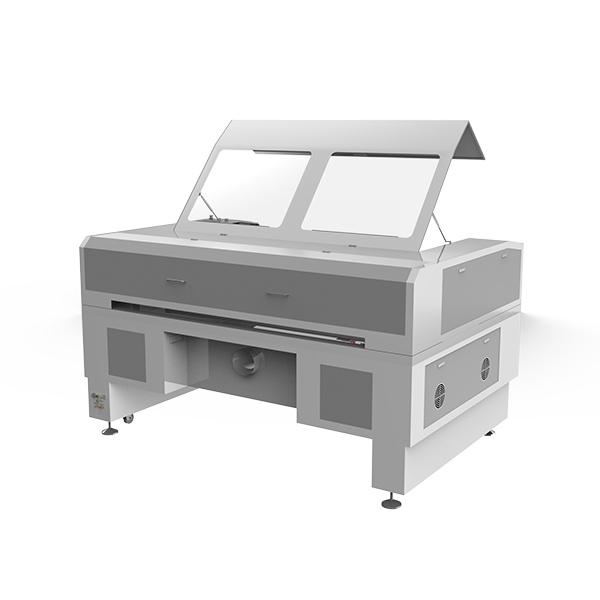
Maszyna do cięcia laserowego płyt MDF

do cięcia laserowego drewna i akrylu
• Nadaje się do materiałów stałych o dużym formacie
• Cięcie wielowarstwowe z opcjonalną mocą tuby laserowej

do grawerowania laserowego drewna i akrylu
• Lekka i kompaktowa konstrukcja
• Łatwy w obsłudze dla początkujących