
アルミニウムのレーザー溶接
アルミニウムを安全かつ効果的にレーザー溶接するには、適切な手順と安全上の注意事項に従うことが重要です。
これにはアルミニウム表面の徹底的な洗浄が含まれます。
適切なレーザー波長と出力を使用して、
適切なシールドガスカバーを提供します。
適切な技術を使用すれば、アルミニウムのハンドヘルドレーザー溶接は実行可能かつ有利な接合方法になります。
ハンドヘルドレーザー溶接とは何ですか?

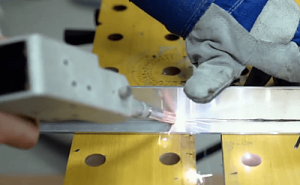
ハンドヘルドレーザー溶接アルミニウム
ハンドヘルドレーザー溶接は、近年金属加工の分野で大きな注目を集めている革新的な技術です。
MIGやTIGなどの従来の溶接方法とは異なり、
このプロセスでは、集中したレーザービームを使用して、金属部品を非常に正確に溶かして接合します。
ハンドヘルド レーザー溶接の主な利点としては、驚異的な速度、優れた精度、ユーザーフレンドリーな操作などが挙げられます。
実際、レーザー溶接は従来のMIG溶接やTIG溶接よりも最大4倍の速度を実現できます。
高度に集中したレーザーにより、一貫した高品質の溶接が保証されます。
ファイバーレーザー技術の進歩により、
これらのシステムはコスト効率と耐久性が向上し、金属加工分野での幅広い導入が加速しています。
アルミニウムはレーザー溶接できますか?

アルミニウムレーザー溶接機によるアルミニウムのレーザー溶接
はい、アルミニウムは、ハンドヘルド レーザー溶接システムを含め、レーザー溶接が可能です。
レーザー溶接は、他の溶接方法と比較して、アルミニウムの溶接にいくつかの利点があります。
アルミニウムのレーザー溶接の利点
狭い溶接継手と小さな熱影響部:
これにより、アルミニウム部品の構造的安定性を維持しながら、熱変形が大幅に減少します。
正確な制御:
レーザー溶接は優れた自動化機能を備えており、均一で高品質の溶接をプログラム可能な精度で実現します。
薄いアルミニウムセクションの溶接能力:
レーザー溶接は、材料を焼き切ることなく、わずか 0.5 mm の薄さのアルミニウムを効果的に接合できます。
アルミニウムのレーザー溶接における特有の課題
高反射率
アルミニウムの表面は反射率が高く、レーザーエネルギーの損失が大きいため、ビームと材料の効率的な結合が困難です。レーザーエネルギーの吸収を高めるには、高度な加工方法が不可欠です。
気孔と高温割れの傾向
アルミニウムは熱放散が速く、溶融池が流動性を持つため、ガス孔や高温割れといった溶接欠陥が発生することがよくあります。そのため、プロセス変数の正確な制御と不活性ガスによる保護が不可欠です。
アルミニウムのレーザー溶接は難しい
最適な設定をご提供します
アルミニウムを安全にレーザー溶接するにはどうすればいいですか?
高反射アルミニウムのレーザー溶接
アルミニウムのレーザー溶接には、安全で成功する溶接を確実にするために対処しなければならないいくつかの特有の課題があります。
物質的な観点から見ると、
アルミニウムの高い熱伝導性、
低融点、
酸化物層を形成する傾向
これらすべてが溶接の困難さの一因となる可能性があります。
これらの課題をどう克服するか?(アルミニウムレーザー溶接の場合)
熱入力を管理する:
アルミニウムは熱伝導率が高いため、熱がワークピース全体に急速に広がり、過度の溶解や変形を引き起こす可能性があります。
材料を貫通するのに十分なパワーを持つレーザー溶接機を使用しますが、溶接速度やレーザー出力などのパラメータを調整して熱入力を慎重に制御します。
酸化層を除去
アルミニウムの表面に形成される酸化物層の融点はベースメタルよりもはるかに高いため、多孔性やその他の欠陥を引き起こす可能性があります。
良好な溶接品質を確保するために、溶接前に機械的または化学的に表面を徹底的に洗浄します。
炭化水素汚染を防ぐ
アルミニウム表面に潤滑剤や汚染物質が付着していると、溶接中に問題が発生することもあります。
溶接プロセスを開始する前に、ワークピースが完全に清潔で乾燥していることを確認してください。
特別な安全上の考慮事項(アルミニウムのレーザー溶接の場合)
レーザーの安全性
アルミニウムは反射率が高いため、レーザー光線が作業エリア内で反射し、目や皮膚への露出リスクが高まります。
保護眼鏡やシールドの使用を含め、適切なレーザー安全プロトコルが実施されていることを確認してください。
煙抽出
アルミニウムを溶接すると、マグネシウムや亜鉛などの合金元素の蒸発によるものも含め、有害な煙が発生する可能性があります。
溶接作業者と周囲の領域を保護するには、適切な換気および煙排出システムが不可欠です。
防火
アルミニウムのレーザー溶接に伴う高入熱と溶融金属は、火災の危険をもたらす可能性があります。
近くの可燃物の発火を防ぐための予防措置を講じ、適切な消火設備を手元に用意してください。
レーザー溶接アルミニウムの設定

ハンドヘルドレーザー溶接アルミフレーム
アルミニウムのレーザー溶接に関しては、適切な設定が大きな違いを生みます。
アルミニウムのレーザー溶接の一般設定(参考のみ)
レーザーパワー
アルミニウムは反射率が高いため、材料の厚さに応じて、通常は 1.5 kW から 3 kW 以上の高いレーザー出力が必要になります。
焦点
レーザー光線をアルミニウムの表面よりわずかに下(約 0.5 mm)に焦点を合わせると、浸透性が向上し、反射率が低下します。
シールドガス
アルゴンは、溶接部の酸化や多孔性を防ぐのに役立つため、アルミニウムのレーザー溶接で最も一般的に使用されるシールドガスです。
ビーム径
レーザー ビームの直径を通常 0.2 ~ 0.5 mm に最適化すると、特定の材料の厚さに対する浸透と熱入力のバランスをとることができます。
溶接速度
溶接速度は、溶け込み不足(速すぎる)と過剰な入熱(遅すぎる)の両方を防ぐためにバランスをとる必要があります。
推奨速度は通常、1 分あたり 20 ~ 60 インチの範囲です。

アルミニウムのレーザー溶接の用途

ハンドヘルドレーザー溶接機によるアルミニウムのレーザー溶接
レーザー溶接は、その独自の利点により、さまざまな業界でアルミニウム部品を接合する人気の技術となっています。
自動車産業
アルミニウムレーザー溶接機は、アルミニウムパネル、ドア、その他の構造部品を接合するために自動車業界で広く使用されています。
これにより、車両の軽量化、燃費の向上、車体全体の強度と剛性の向上に貢献します。
航空宇宙産業
航空宇宙分野では、アルミニウム合金製のエンジンブレード、タービンディスク、客室の壁、ドアの接合にレーザー溶接が採用されています。
レーザー溶接の正確な制御と最小限の熱影響部により、これらの重要な航空機部品の構造的完全性と耐久性が確保されます。
電子工学と通信
レーザー溶接は、回路基板、センサー、ディスプレイなどの電子機器のアルミニウム部品の溶接に使用されます。
レーザー溶接の高精度と自動化により、電子製品の機能性と安定性に不可欠な、信頼性が高く一貫性のある接続が可能になります。
医療機器
アルミニウムレーザー溶接は、手術器具、針、ステント、歯科用器具などの医療機器の製造に利用されています。
レーザー溶接の無菌性と損傷のない性質は、これらの医療製品の安全性と衛生を確保する上で不可欠です。
金型加工
レーザー溶接は、アルミニウム金型の修理や修正のために金型加工業界で採用されています。
スタンピング金型、射出成形金型、鍛造金型など。
レーザー溶接の正確な材料追加と迅速な修復能力
これらの重要な製造ツールの寿命とパフォーマンスの延長に役立ちます。

コンパクトで小型の機械外観を備えたポータブル レーザー溶接機には、移動可能なハンドヘルド レーザー溶接ガンが装備されており、軽量で、あらゆる角度と表面でのマルチレーザー溶接アプリケーションに便利です。
レーザー出力:1000W~1500W
パッケージサイズ(mm):500*980*720
冷却方法:水冷
コスト効率が高くポータブル

3000W ファイバーレーザー溶接機は高出力エネルギーを特徴としており、厚い金属板を高速でレーザー溶接することができます。
レーザー溶接機の温度を瞬時に冷却する大容量水チラーを装備した高出力ファイバーレーザー溶接機は、正常に機能し、一定の高品質の溶接品質を生み出すことができます。
高出力工業環境向け
より高い効率厚い素材の場合
工業用水冷却優れたパフォーマンスに対して



