
レーザー溶接 vs TIG溶接:2024年に何が変わったか
ハンドヘルドレーザー溶接とは何ですか?

ハンドヘルドレーザー溶接ステンレス鋼
ハンドヘルドレーザー溶接ポータブルレーザー装置を使用して、材料(通常は金属)を接合します。
ハンドヘルドレーザー溶接により大きい操縦性と精度、
高品質できれいな溶接を実現最小限熱入力、
削減歪みが生じ、溶接後に大規模な処理が必要になります。
オペレーターはレーザーのパワーと速度を簡単に調整できます。
有効化カスタマイズされた設定さまざまな材質と厚さに対応します。
目次:
レーザー溶接クリーニングとは何ですか?
溶接における清潔さの重要性

TIG溶接の溶接前洗浄
溶接に関しては、
清潔さは達成に重要な役割を果たします高品質結果。
この原理はTIG溶接とハンドヘルドレーザー溶接の両方に適用されます。
しかし、材料を準備する方法は大きく異なります。
あらゆる溶接プロセスにおいて、
錆、塗料、グリースなどの汚染物質の存在
できる深刻な妥協溶接の完全性。
これらの不純物は、接合部の弱化、多孔性、その他の欠陥につながる可能性がある。
それは最終製品の強度を損ないます。
レーザー溶接とTIG溶接:レーザー溶接洗浄
表面をきれいにすることで高品質の溶接を実現

ハンドヘルドレーザー洗浄用レーザー溶接洗浄
TIG溶接はマニュアルアングルグラインディングやアセトンワイピングなどの洗浄方法
ハンドヘルドレーザー溶接は、より便利統合されたクリーニング機能を備えた代替品です。
この革新は効率性を高めるだけでなく
しかし、溶接プロセスが可能な限り効率的であることも保証します。
最終的にはより良い結果につながります。
TIG溶接の準備:
TIG(タングステン不活性ガス)溶接には、綿密な準備が不可欠です。
溶接工程を始める前に、
一般的にはアングルグラインダー材料の表面から錆やコーティングを除去します。
この機械的な洗浄により、表面に不純物が残らないようになります。
その後、アセトン通常は実行されます。
アセトンは強力な溶剤であり、効果的に除去する残ったグリースや汚染物質
溶接のためにきれいな表面を残します。
この2段階の洗浄プロセスは時間がかかる場合があります。
しかし、強力で耐久性のある溶接を実現するには不可欠です。
ハンドヘルドレーザー溶接準備
対照的に、ハンドヘルドレーザー溶接は
さらに合理化されたアプローチ表面処理まで。
と3in1レーザー溶接機を使用すると、プロセスが大幅に簡単になります。
これらの高度な機械には通常、交換可能なノズル
溶接直前の表面洗浄が可能になります。
従来の方法では、別途ツールや洗浄剤が必要になりますが、
レーザー溶接機は、集中したレーザービームを使用して表面を簡単に洗浄できます。
これは時間を節約するだけでなく、装備の量現場で必要となります。
レーザー溶接とTIG溶接は2024年に変化しました
ハンドヘルドレーザー溶接システムの詳細についてはお問い合わせください
溶接にシールドガスを使用する理由は何ですか?
シールドガスの選択は重要な役割を果たす

TIG溶接用シールドガス:アルゴン
溶接に関しては、
高品質な結果を確保するには、シールドガスの選択が不可欠です。
特に、TIG溶接とハンドヘルドレーザー溶接には異なる要件とオプションがあります。
シールドガスに関しては、パフォーマンスとコストの両方に影響します。
シールドガスTIG溶接
TIG(タングステンイナートガス)溶接では、
主に使用されるシールドガスは高純度アルゴン。
この希ガスは、その優れた能力から選ばれています。溶接プールを保護する
大気汚染、特に酸化によるもの。
酸化により欠陥溶接部の気孔や接合部の弱さなど
どれの妥協金属の全体的な完全性。
その効果により、
TIG溶接では、連続溶接プロセス全体にわたってアルゴンを供給します。
しかし、アルゴンは比較的高価であり、運用コストが高くなるため、
特に、大規模な溶接を必要とするプロジェクトの場合。
シールドガスハンドヘルドレーザー溶接

レーザー溶接の代替シールドガス:窒素
一方、ハンドヘルドレーザー溶接では、シールドガスとして窒素が使用されることが多いです。
窒素は効果的酸化を防ぐ
しかし、それはまた、はるかに費用対効果が高いアルゴンよりも。
価格差はかなり大きくなる可能性があります。
窒素はほぼ3回高純度アルゴンよりも安価です。
これにより、コスト削減を目指す企業にとって窒素は魅力的な選択肢となる。犠牲にすることなく品質。
TIG溶接とレーザー溶接:シールドガスの選択肢
品質を維持しながらコスト削減を実現
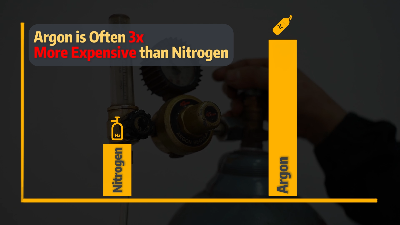
アルゴンと窒素の価格比較
ハンドヘルドレーザー溶接における窒素への切り替えにより、いくつかの利点
コスト削減:
と重要なアルゴンと窒素の価格差、
窒素を使用すると、長期的には大幅な節約につながります。
これは特に有益大規模プロジェクトやビジネス向け
頻繁に溶接作業を行うもの。
効果的な保護:
窒素は適切な遮蔽酸化に対して、
溶接が維持されるようにする清潔で強い.
アルゴンは優れた保護力で知られていますが、
窒素はまだ実行可能な選択肢多くの溶接アプリケーションのニーズに効果的に対応します。
溶接プロセスの比較:レーザー溶接とTIG溶接
技術への細心の注意が最良の結果をもたらす
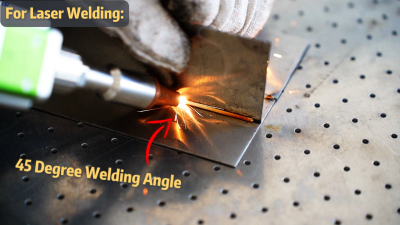
レーザー溶接の適切な角度:45度
シールドガスが適切に流れると、
実際の溶接プロセスに焦点を当てる時が来ました。
TIG(タングステン不活性ガス)溶接とハンドヘルドレーザー溶接の両方
必要とする精密な技術高品質な結果を達成するために、
ただし、具体的な要件と方法はそれぞれ異なります。
TIG溶接技術
電極を最適な距離と速度溶接プールを形成し誘導します。
この距離は、溶接される材質と厚さによって異なります。
正しい角度を維持する(通常は15~20度
一貫性のあるきれいな溶接を実現するのに役立ちます。
ハンドヘルドレーザー溶接技術
レーザー溶接の利点の一つは、一定の角度を設定できることである。
通常、45度溶接プロセスの管理が容易になります。
角度が決まったら、それを維持し一定の速度が鍵です。
ハンドヘルドレーザー溶接では、通常、熱が少ないTIG溶接と比較して。
これはつまり反りや歪みのリスクが少ない
薄い材料の精密作業に最適です。
レーザー溶接の強度とTIG溶接の強度:誤解を解く
レーザー溶接に関するよくある誤解
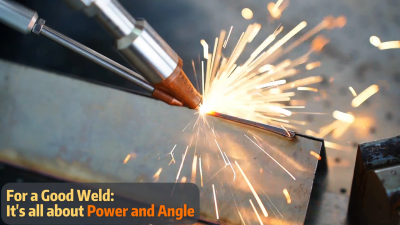
ハンドヘルドレーザー溶接の成功のために:出力と角度
ハンドヘルドレーザー溶接の主な利点の1つは、集中したエネルギーを照射できることです。正確に必要な場所に。
と適切な電源設定そして最適な角度
通常、45度レーザー溶接は優れた溶け込みと強度を実現できます。
適切な出力
レーザー溶接機の電力設定は非常に重要です。
出力が低すぎると、浸透不足、溶接が弱くなります。
逆に、適切な出力レベルでは、レーザーが材料を効果的に溶かし、強力な接合部を形成することができます。
パワー不足の機器を使用すると、期待どおりの結果が得られません。
TIG溶接とハンドヘルドレーザー溶接はどちらも効率的です
ハンドヘルドレーザー溶接について詳しく知りたいですか?
ハンドヘルドレーザー溶接:機器のメンテナンス方法
適切なケアと細部への配慮が生産性と信頼性を確保します
TIG(タングステン不活性ガス)溶接とハンドヘルドレーザー溶接はどちらも
非消耗溶接法?
これは、理想的な条件と適切なケアのもとで、
これらのプロセスで使用される主要コンポーネントは長期間使用できます
頻繁な交換は必要ありません。
非消耗部品
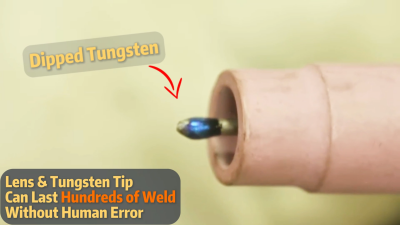
TIG溶接用ディップタングステンエラー
タングステン電極は TIG 溶接において重要な部品です。
他の溶接方法で使用される消耗電極とは異なり、
MIG溶接などのタングステン電極溶けない溶接工程中。
むしろ、完全性を維持し、長期間の使用を可能にします。
しかし、電極は汚染されたり「浸水」したりする可能性がある。溶融池に近すぎる。
このような場合には、鋭い先端と効果的な性能を回復するために、切断して研磨する必要があります。
定期メンテナンスタングステン電極の信頼性は、きれいで高品質の溶接を実現するために不可欠です。
ハンドヘルドレーザー溶接準備

ハンドヘルドレーザー溶接メンテナンス用レーザーレンズ
ハンドヘルドレーザー溶接では、レーザーレンズがレーザービームの焦点として機能します。
レンズが適切に配置されていれば、長期間使用することができ、一貫したパフォーマンスが得られます。
ただし、不適切な位置や過度の熱にさらされたためにレンズが割れた場合は、
交換する必要があります。
レンズを良好な状態に保つことは非常に重要です。
たとえ小さな損傷であっても、レーザーの精度と有効性に影響を及ぼし、最適な溶接結果が得られない可能性があります。
ハンドヘルド レーザー溶接の完全なリファレンス ガイドが必要ですか?

ハンドヘルドレーザー溶接には多くの利点があり、
しかし、安全プロトコルにも細心の注意を払う必要があります。
この記事では、ハンドヘルド レーザー溶接における重要な安全上の考慮事項について説明します。
また、一般的な金属の種類に応じたシールドガスの選択とフィラーワイヤの選択に関する推奨事項も提供します。
レーザー溶接はTIG溶接と同じくらい強力ですか?
レーザー溶接TIG(タングステン不活性ガス)溶接は、金属接合における精度と品質で有名です。
しかし、強さの点では、彼らは互いにどのように対抗しているのでしょうか?
このビデオでは、溶接性能、材料の適合性、 そして全体的な耐久性レーザー溶接とTIG溶接の違い。
ハンドヘルドファイバーレーザー溶接(ハンドヘルドレーザー溶接)
ハンドヘルドレーザー溶接分野に価値ある追加機能
小型レーザー溶接機で溶接をコスト効率良く、手頃な価格に

コンパクトで小型な機械外観。
ポータブルレーザー溶接機には、移動可能なハンドヘルドレーザー溶接ガンが装備されており、軽量。
マルチレーザー溶接アプリケーションにも便利あらゆる角度そして表面.
オプションの各種レーザー溶接ノズル。
オプションの自動ワイヤ送りシステムにより、レーザー溶接操作が簡単になり、初心者にも使いやすくなります。
レーザー溶接に関する5つのこと(見逃しがちなこと)



ハンドヘルドレーザー溶接は手動溶接作業に最適です
そして未来はあなたから始まります!
投稿日時: 2024年9月14日